Katcon maximizes operational efficiency and flexibility with ABB’s FlexArc
Production of catalytic converters for cars
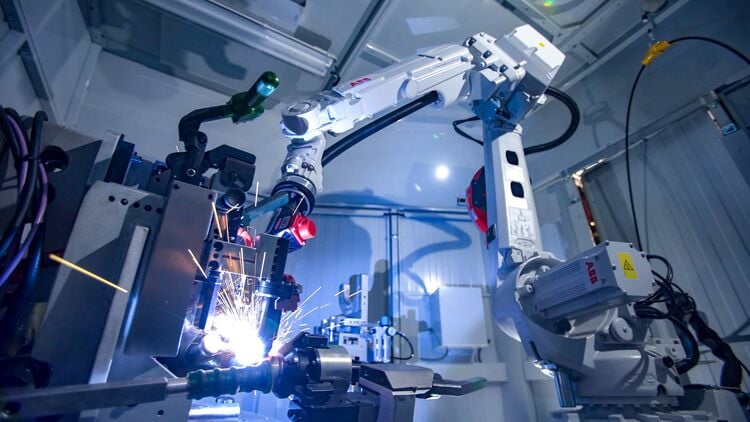
Dec 19, 2022 — An automotive parts supplier harnesses the flexibility of ABB’s robotic welding cells to respond faster to end customer demands while maintaining cost efficiency.FlexArc robotic welding cells © ABB Robotics
From being a single product manufacturer to becoming a global supplier of automotive exhaust products, the rise of Katcon has been remarkable. In just 27 years, the Mexico-based manufacturer of catalytic converters has broadened its portfolio, expanded into new geographies and is now a leading supplier to some of the world’s biggest automotive companies.
As business has boomed across the globe, Katcon has been faced with the need to rapidly increase its production capacity. After some research, the company decided it needed an automated welding solution that could be easily programmed to enhance the flexibility of manufacturing at its factory in Warsaw, Poland by enabling it to quickly ramp up or scale down its production to maximize the efficiency of its operations. In 2016, Katcon commissioned its first batch of six FlexArc cells from ABB. Available in a range of standardised packages, FlexArc robotic welding cells incorporate everything needed for a welding application, including welding robots with superior motion control software, positioner and associated welding equipment, all built on a common platform.
Easy replication
ABB’s Robotics Application Centre in Czech Republic designed a welding cell for Katcon that could be easily replicated to increase capacity. Unlike other welding solutions that need to be created from scratch, Katcon operators can seamlessly upload programs from a previous work cell on to a new ABB FlexArc, using the same jig design. Able to be replicated in any Katcon factory across the globe, the cells help reduce the time and cost involved in modifying production lines to meet changes in customer demand.
Flexibility
Flexibility is at the core of the FlexArc’s design. A significant variable in Katcon’s operations is that the company does not have guaranteed quantity demands from its end customers and needed a solution to mitigate some of this uncertainty.
ABB’s FlexArc is ideal for such a situation as one welding cell can be easily adapted for other products. Depending on the forecast by the end customer, Katcon can set up the welding process and use as many or as few FlexArcs as it needs. The flexibility of the welding cell allows the company to use the same jig to make products for different customers with minimum changes to the design.
“Designing a jig is very expensive, but as the ABB FlexArcs are exchangeable between cells, they offer Katcon a better way to utilize them. If a customer wants more products, Katcon only has to make a few changes to the basic frame of the jig and can start production instead of having to change the entire design which can take up to a couple of months. This expense can often exceed the expense of the entire robotic cell,” says Tomas Kostovcik, Sales Manager/ ABB.
Today Katcon operates 27 FlexArcs at the factory and plans to order more for its upcoming factories. At the Warsaw facility, the company uses three types of welding cells, most of which are equipped with variants of the ABB IRB 2600 welding robot that has a unique combination of high payload capacity, and large working range. Other cells use the ABB IRB 2600ID robots with Integrated Dressing, which are designed to offer higher agility and work in smaller spaces. Three types of ABB high-accuracy positioners and other welding equipment are also used in the FlexArc cells.
Improving worker productivity and safety
The FlexArc cells are helping to enhance both worker productivity and safety. On one side of the positioner, an operator loads the parts that need to be welded on a fixture. The IRB2600 robot located on the other side then welds the parts together. Once the welding is complete, the machine delivers the finished parts to the operator who unloads them and replaces them with new parts. The accuracy and speed of the robot’s welding is enhanced by ABB’s TrueMove and QuickMove motion platforms that optimize the welding path, reducing re-works and lowering the production cycle time.
The integrated design of the FlexArc offers an increased level of safety during the welding process. Metal sheets cover the electrical installations and wires are enclosed in special steel frames. This also protects the cell from sparks created during the welding process. All ABB FlexArcs are delivered with fume hoods that can be connected to fume extraction systems that are necessary to protect human workers and keep the working cell free of debris.
Maximizing efficiency
Every FlexArc cell built by ABB can be simulated on RobotStudio, ABB’s offline robot programming software. Using ABB’s dedicated PowerPac welding software add-in, Katcon can create complex robot paths for its FlexArcs in a short amount of time. Using RobotStudio, the company can inspect every aspect of the welding process virtually before the actual setup is made without impacting on the real production process. Possible issues such as collisions between the welding torches and jigs will be highlighted in the working simulation, enabling them to be rectified if needed.
“RobotStudio gives Katcon another avenue to maximize their investment in the FlexArc welding cell. By simulating a new project, Katcon can estimate production costs, cycle times and understand how many operators or how many welding cells are needed for the project. By connecting RobotStudio to engineering programs such as AutoCAD, ABB can also import the design of jigs and check the entire welding set up before the start of production,” says Robert Mrozik – Sales Specialist/ ABB.

“Each new design of jigs and any new produced parts can be uploaded to Robot Studio for the customer to check for any outstanding issues. We can check reachability for welding process, torch positioner and jig construction. We can easily check for collisions between the welding torch and any parts of jigs. Overall, this solution reduces production costs for welding jigs, which ultimately means savings for Katcon’s customers too.”
A key advantage for Katcon with the standardized FlexArc welding cell design was that its employees did not have to undergo extensive training before they began operating the machines. Moreover, the intuitive FlexPendant graphical user interface makes it easy for operators to get an overview of the entire status of the cell and enables them to communicate effectively with all the functions within the cell and access information regarding its performance.
ABB is able to design cells specifically to the needs of the customer. With the ABB training center and Warsaw headquarters situated close to the Katcon factory, ABB can provide rapid after sales support and services to the company.

