Hitachi Powdered Metals embraces robotic automation, boosting production 400% in a tight labor market
How Connected Robots are Transforming Manufacturing
Jan 04, 2021 — HPM began a gradual investment in industrial robots in 2005, driven by the emergence of a tightening labor market and the opportunity to produce an extremely fragile product
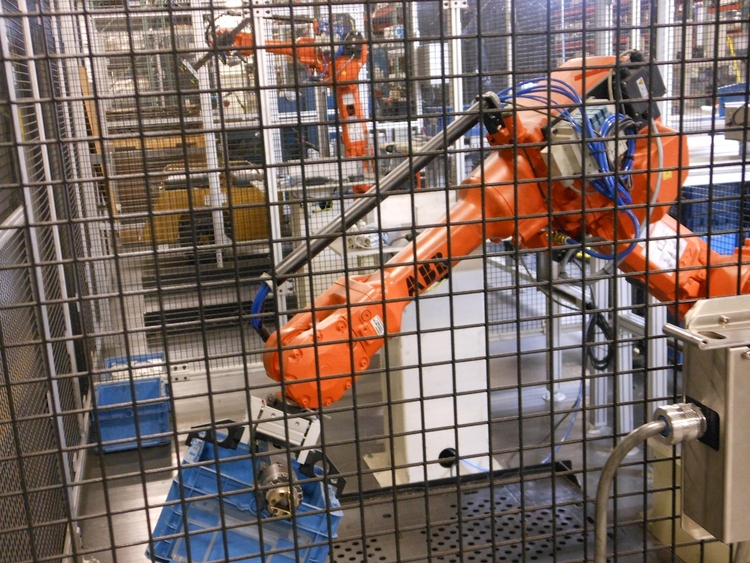
Robotic press tending reduced the scrap at HPM rate from 11 to 0.5 percent for an especially fragile part © Hitachi Powdered Metals factory
The challenge
Back in 2005 Hitachi Powdered Metals faced two challenges at the same time. First a labor availability issue. It was very difficult to hire and retain skilled employees. And secondly, the customer demand to produce extremely small and fragile parts which were barely handable by hand.
The solution
The solution to solve both issues at the same time was robot automation. HPM started with a pre-used robot to get familiar with robots and gain experience. Fast forward to today, over 200 robots working at HPM’s Greensburg plant.
The application
HPM started with a handling application to tend the fragile parts. With its electric magnetic gripper the robot was able to handle the parts more gentle than the most cautious employee, reducing the scrap rate of the new product from 11% to 0.5%.
Powdered Metallurgy (PM) or sintering is the process of compacting custom blends of elemental or alloy powders in prefabricated dies to efficiently make machine parts of varying complexity. Once compacted, the shapes are heated in a controlled atmosphere furnace to bond the particles and harden the parts.
Also known as green compacting, the process yields near-net components that typically use more than 97% of the initial raw material in the finished part. Custom powder alloy mixtures provide the ability to produce complex, even intricate parts that meet the strength and tolerance specifications required for highly demanding applications.
The Hitachi Powdered Metals (HPM) plant in Greensburg, Indiana is one of nine such Hitachi facilities worldwide. It specializes in producing valve train and transmission components for automotive tier suppliers in the United States, with a growing presence serving motorcycle and landscape equipment manufacturers.
The initial motivation
HPM began a gradual investment in industrial robots in 2005, driven by the emergence of a tightening labor market and the opportunity to produce an extremely fragile product.
“We started with robots because we had a part to make for a customer that had small, very fragile teeth that couldn’t be handled manually, and at that point all of our compacting presses were tended by hand,” said Gregory Owens, president of the HPM Greensburg plant. “Reducing labor costs was also a factor, but shortly after the first installation a major automotive OEM opened a manufacturing facility in town, and our labor cost issue transitioned to a labor availability issue, as it became extremely difficult to hire and retain employees.”
In an effort to keep costs down and to minimize any exposure during the initial trial period, HPM purchased a used, vintage 1993, ABB S3 robot from CIM SYSYEMS INC. in nearby Noblesville, Indiana. James Adams, who had joined HPM several years earlier as a manufacturing development engineer, was familiar with CIM, the longest-tenured ABB Robotics Value Provider (i.e. system integrator) in the US, from his work with robots at his previous employer.
“CIM had a used robot that would allow us to ease our way into robotic automation, limiting our initial exposure just in case it didn’t perform as intended,” said Adams. “They also provided us some much-needed support with programming and integrating the system into the existing operation.”
Reduced scrap, more efficient labor allocation
When the powdered metal parts come out of the press, before they are hardened in the oven, they can easily crumble with even the lightest touch. With the newly installed robot, featuring an electric magnetic gripper to handle the part, the scrap rate of the new product went from 11% while manually tended to 0.5%.
“When the parts were manually being pulled out of the press there was considerable handling damage. The part could be imperceptibly deformed, but you wouldn’t know it until it came out of the oven five hours later. Properly programmed and outfitted, robots are much more gentile at handling the parts,” said Adams.
The new system allowed HPM to move several of the manual machine handlers to less mundane positions in the plant, reducing the stress of a repetitive task and reallocating the labor in a more efficient manner.
Production increases 400%
Over the next year HPM added five more used S3 robots, applying what they learned from the initial system to automate other compact presses. After 18 months HPM had saved enough on scrap and labor to invest in its first new robot.
Fast forward to 2019. Now with over 200 robots installed, the Greensburg facility has the same amount of employees as it did ten years ago, but produces four-times the volume, easily delivering more parts with less people than any of the global Hitachi PM plants.
“Once the first robot was installed for the fragile part, it became very obvious that we can really take advantage of further robot automaton,” said Owens. “Robots far exceeded our initial expectations, and with the labor shortages we continue to face, quite frankly I believe robots saved us from potentially not existing.”
With the success of the first robot, the pace of subsequent installations was steady. It took ten years to reach 100 installed robots, and then as business and the economy continued to improve, only four more years to reach the recently installed 200th robot.
When the opportunities arose, HPM continued to buy used ABB robots in good condition, though more and more new robots were added to the fleet. In fact, every robot added since #147 in 2015 has been new.
HPM’s installation base includes a range of ABB small- and mid-range 6-axis robots, one Delta robot and several recently added SCARA models. Together with 350 employees the automation investment is well utilized, running three shifts five to six days a week.
“Our corporate headquarters is in Japan,” said Adams. “Once they saw how the robots performed and the rapid return-on-investment, they were very supportive of our robotic agenda.”
Some of the robots, both new and used, are ABB Foundry Prime, IP67-rated models which have extremely well-sealed connections that protect the robots’ inner workings from the fine, sharp edged metal powders that float through the plant atmosphere. The many standard, IP65-rated robot models on HPM’s floor are very robust and have been able to withstand the dusty environment.
Continued expansion
The proliferation of robots at HPM was supported by replicating existing applications and expanding automation to other functions in the facility.

After the installation of the first robot tending the compact press for the most fragile product, Adams and his team sequentially automated the removal of the compacts from other presses. Part of this process was to place each part on a scale to verify its integrity. Once verified, the part was placed on a conveyor leading to the furnace.
Additional labor efficiencies resulted, and with the deft touch of the robot, the scrap rate of the less fragile parts went from 7% to the same 0.5% of the initial part.
At the end of the conveyor the parts are put on sintering trays that, when filled, are placed in furnaces for the hardening process. This furnace-loading process became the second major function to be automated.
Continuing at a measured pace, robots were then installed to take the parts off the trays and place them on pallets, while also inserting dividers between each pallet layer.
“As we got more familiar with robots, we took what we learned and duplicated applications around the facility,” said Adams. “Programming became much easier, and on the last day of line installation we would tweak existing programs, copy and paste and we were up and running in a couple of hours.”
RobotStudio
RobotStudio®, ABB’s offline simulation and programming software, became a valuable tool in expediting HPM’s increasing adoption of robotic technology. Built on the ABB VirtualController, an exact copy of the real software that runs robots in production, RobotStudio allows very realistic simulations to be performed, using real robot programs and configuration files identical to those used on the shop floor. With RobotStudio, Adams was able to design the optimal cell layout and verify its performance before integrating the robots in a particular operation.
“It is the best software ever developed,” said Adams. “It saves time and money both in creating systems for new applications and in replicating those we had already installed in other areas of the plant.”
Introduction of vision
The relative simplicity of replication exists only after a certain application has been installed and refined on the plant floor. New applications are often more challenging. After eighteen months and the successful integration of six press-tending robots, HPM had the confidence to engage vision-enabled technology, in its infancy at the time (2006), to robotically automate the complex “coining” or “repress” operation.
After parts come out of the furnace they can often warp, which requires them to be put in a press that coins them back to being straight or flat. Many parts have keyways or teeth that need to be placed in the mold with all aspects precisely lining up. Before the arrival of the robots, the parts being coined were handled by a hard automation system that, with many different product variations, required frequent, time-consuming changeovers. The changeovers were so long that backups of 250 product lots, each with approximately 100 parts were common.
With the vision-enabled robot there is no downtime. The robot is able to identify the part from group of many different parts, pick it up, radially orient it and accurately position it in the repress.
Because the vision system needed to interface with the latest robot technology, this was the first new ABB robot installed at the Greensburg facility. Soon after it was up and running, two more new robots were purchased for the same application.
“Prior to the installation of the coining station robot, the repress staff was working every day,” said Adams. “In six months after the first vision robot was installed there were no more backups and the staff had their weekends off!”
Further vision
HPM used vision again down the road in the last of the major processes to be automated, the depalletizing of parts that had been sent out for specialized heat treatment. Though the parts are sent out neatly positioned on tiered layers on a pallet, they come back in relative disarray and are difficult to unstack. An ABB robot with integrated vision is able find the parts and grip them securely so they can be safely depalletized.
“That is one of the unique capabilities of ABB robots,” said Dave Fox, president of CIM SYSTEMS, who helped integrate the various vision systems. “The parts are really disoriented on the skids, not in uniform rows, with some being upside down. A typical 6-axis robot would have all sorts of singularity issues, getting into a position where it can no longer move. But the ABB robot using advanced singularity avoidance is able to find the parts, grab them and place them safely on a conveyor without missing a beat.”
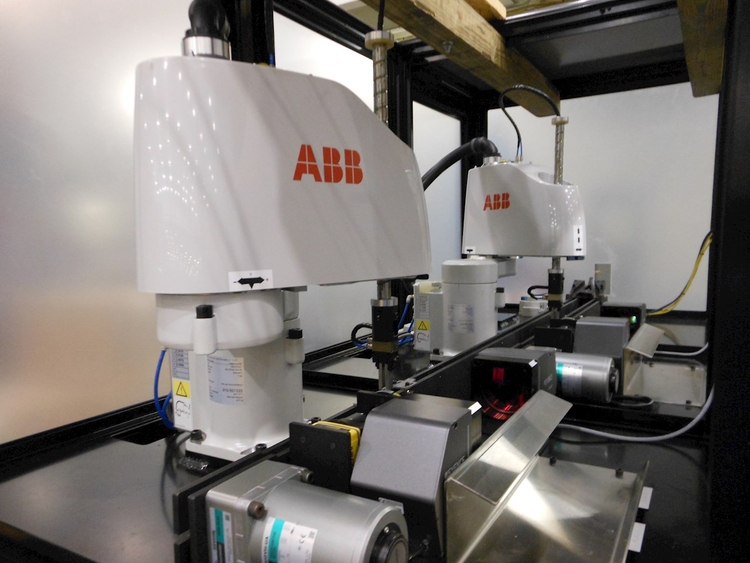
SCARA robots for quality inspection
Not surprisingly, a recent search for a more efficient system to inspect valve guides led back to robots, in this case a group of ABB SCARA (Selective Compliance Assembly Robot Arm) models, which are typically used for small part assembly and material handling.
HPM protocol calls for 100% inspection of all valve guides, which is quite an undertaking given the variety of parts that must be tested: 30 different size variations and 16 detect points for each part. With the prevailing hard automation testing system unable to sufficiently keep up with the volume, Adams began to search for a better system.
After looking at various options, all of which had too many moving parts and required complex engineering, Fox suggested designing a system around the SCARA robots, which ABB added to its portfolio in 2016. They were certainly fast enough, with great repeatability, and had a small footprint and an unhindered form of mounting that fit within a confined space.
A relatively simple system was designed with three SCARA robots picking individual valve guides from a hopper conveyor and presenting them to vision cameras and a stationary “comparator” at the various angles needed to access the 16 detect points. The parts that passed were placed on one conveyor and those that didn’t were placed in reject bins.
With the flexibility to dexterously handle each different part variation with similar ease, the system is able to inspect a part every two seconds, 30% faster than the previous method. Since the movements are confined to a short distance and the parts are very light, a six-axis robot would not work as effectively as the sleek, limited-reach SCARA.
“The SCARAs are a great addition to the ABB portfolio. If not for that solution Hitachi probably would have had to pursue another technology for part inspection,” said Fox. “It was nice to be able to find another application for robots, even though that wasn’t the first option that came to mind.”
CIM SYSTEMS
One constant that has been on the scene, either in the foreground or the background, from the first robot installed at HPM to the present day is CIM SYSTEMS. Always available when needed, CIM has set-up HPM with new and used robots, helped program and troubleshoot, but perhaps most importantly, taught the HPM staff to do many things themselves.
When HPM integrated robots into a new application, with vision or otherwise, CIM did the set-up and programming, always mindful to share their expertise, including use of RobotStudio. During the occasional lull in HPM’s robot acquisition timeline, CIM was available to update programs, find elusive spare parts for older models or offer advice on working with robots across a range of vintages.
“As we hit each of the different processes we had CIM do the initial integration and programming. Once we began replicating processes across the plant we had learned enough to do a lot ourselves,” said Adams. “Because of his close relationship with ABB, Dave Fox always knows when new technology is coming down the pike and which robots would be optimal for our various applications. The support we got from CIM SYSTEMS and the service from ABB was an ideal combination.”
With such a long-standing relationship, it’s no surprise that when the first robot rolled off the line at ABB’s United States manufacturing facility in Auburn Hills, MI in 2017, it was commissioned by CIM at HPM. The one-of-a-kind IRB 2400 robot was custom-painted red, white and blue at the factory, and is positioned prominently at HPM’s facility, performing inspection and palletizing tasks.
“We are excited we were able to procure the first American-made robot for HPM,” stated Fox. “It is especially significant because the Indiana plant has the most flexible automaton of HPM’s many global facilities.”
Support of other HPM facilities
HPM’s corporate management in Japan took notice of the major productivity improvements the Greensburg team achieved with robots, and in 2017 assigned Adams and Owens to lead a “Global Robotics” initiative to support the other Hitachi powdered metal plants around the world expand their use of robots.
The two-year program is past the midpoint and the affiliate companies are beginning to realize significant productivity improvements, even with the lower labor costs in the other countries.
ABB Ability™
Adams has set up ABB’s Remote Monitoring function at HPM so he or members of his team can see how robots are operating, and troubleshoot most issues from anywhere outside the factory on a laptop, tablet or smartphone. With the newer robots, HPM hopes to take advantage of ABB Ability Connected Services, ABB’s unified, cross-industry, digital offering, which provides real-time data about robot status and performance from any location.
Future plans
HPM’s ongoing mission includes improving their operations with robotic automation.
“We expect to grow at 10% per year for the foreseeable future, and we must do whatever we can to remain competitive,” said Owens. “We are looking at what transmission parts we will be able to make for electric vehicles, and have set our sights on penetrating non-automotive segments like heavy equipment where powdered metal may be able to replace parts made of other materials at a lower cost.”
“I certainly anticipate the pace of robot installations to remain steady or even increase.”

