Automating logistics to revolutionise the fresh fish supply chain
Fully automated order processing
Jul 29, 2026 — In the international fresh fish supply chain, safe, efficient and fast handling of produce is essential. FANUC’s partnership with Icelandic firm Samey Robotics has helped to revolutionise this sector thanks to the creation of automated logistics and distribution centres supported by robotics. Fish can now be landed, processed and shipped to the customer within just 24 hours.
The M-410 robots handle heavy items, such as pallets of fresh produce, allowing fish to land, be processed and shipped to a customer within just 24 hours © FANUC
“An order can be placed in London, logged onto one of our customers’ operating systems in Iceland or another coastal country, and a robot will automatically start feeding the raw produce into the production cell,” explains Kristjan Karl Adalsteinsson, Samey Robotics’ Chief Sales & Marketing Officer. “In less than an hour, it will be palletised and on its way to being shipped, without anyone having to send an email, take a phone call or make a decision as to when to start or stop the system. The whole process, from order to delivery, is fully automated.”
Samey Robotics was founded 32 years ago, just south of Reykjavik in Iceland; a country renowned for its seafood. Specialising in the design, manufacture and installation of bespoke automation for the food processing industry, the company has delivered over 150 projects across 10 countries including Iceland, Norway, the Faroe Islands and the UK. At the heart of many of its tailored solutions is FANUC’s M-410 series of industrial palletising robots, renowned for their ability to handle heavy items, such as pallets of fresh produce. Samey Robotics has already purchased over 100 FANUC M-410 robots and has a further 25 on order.
A changing market
A perfect storm of rising labour costs, post-Covid digital transformation and affordable automation has helped drive a surge in industrial robot installations throughout the food and beverage industry. In fact, the number of industrial robots installed in European food processing applications is set to double in the 10 years from 2015 to 2025. Samey Robotics is experiencing this growth first hand.

“Demand is increasing every year, especially with regard to high-throughput cells that can operate within stringent hygiene parameters,” says Kristjan. “The market is seeing the benefits that automation can bring from both a productivity and profitability point of view.”
Just-in-time supply chain
In this instance, as well as the ability to gently and rapidly handle large quantities of fresh fish, it is imperative that any robotic solutions are also robust and reliable. “Given the nature of our clients’ supply chain, the fish will spoil if production stops for any length of time,” states Kristjan. “Some of our customers handle up to 500 tonnes of fresh produce per day, so unexpected downtime is simply not an option. The reliability of FANUC robots has been a huge factor in our joint success. We know we can trust FANUC products to deliver time and time again in harsh operating environments while handling delicate and high-margin fresh produce,” says Kristjan.
Innovating the supply chain
Key to Samey Robotics’ success is a focus on innovation. For a number of years now, the company has been leading supply chain development in the European fish sector, with their automated approach to distribution serving as an example for other food sectors to follow. Going forward, the company’s customer base is changing as it embarks on a growth initiative through acquisition. Moving beyond Europe, it is now opening up to a global audience. At the forefront of this strategy is of course robotics and automation, and Samey Robotics is keen to spread its commitment to automated supply chains into regions that are not necessarily renowned for automation. At FANUC, we are excited to continue supporting them in this exciting phase of their journey, derisking their future business to ensure that Samey Robotics continues to be renowned for implementing solutions that facilitate the fast, safe and efficient handling of fresh fish, right across the world.

Diverse offering
To this end, we have recently begun supplying Samey Robotics with an alternative to the M-410 in a bid to improve end product handling even further: the M-2000. On the inbound supply chain direct from the boat, fresh fish is loaded directly from 460 kg totes into the fish processing equipment by the M-2000; the strongest 6-axis robot on the market, boasting a handling capacity of up to 2.3 tonnes and a maximum reach of up to 4.7m. This robotic solution changes the way food producers need to think about their onsite logistics, removing the need for specialist forklift trucks and drivers, and representing the ideal choice for gentle handling of what is a delicate food item.
For FANUC UK, supporting Samey Robotics’ innovative and forward-thinking approach to automating the fresh fish supply chain is testament to the power of a strong supplier-client relationship, which has endured for more than 20 years. “We are proud to have enjoyed such a longstanding relationship with FANUC. For us, and our customers, the reliability of their robots is priceless,” says Kristjan.


How cobots and AI are being used to revive coral reefs
Sustainable Development Goal
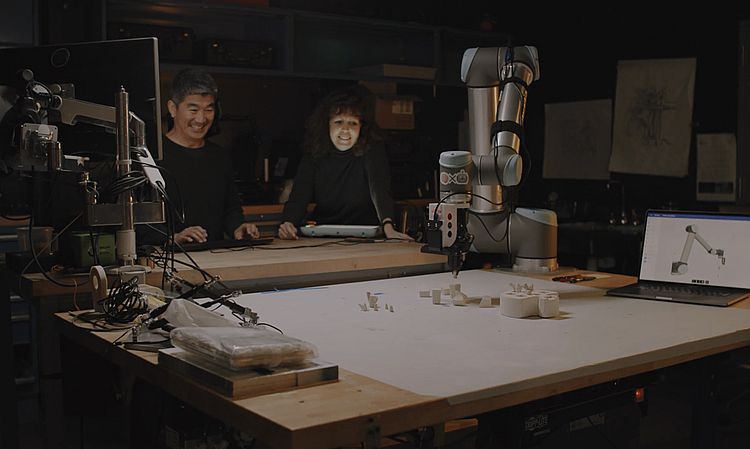
Jun 09, 2026 — In Western Australia, Coral Maker has partnered up with Autodesk to develop a system that uses collaborative robots (cobots) from Universal Robots to help revitalize the coral reefs of Australia.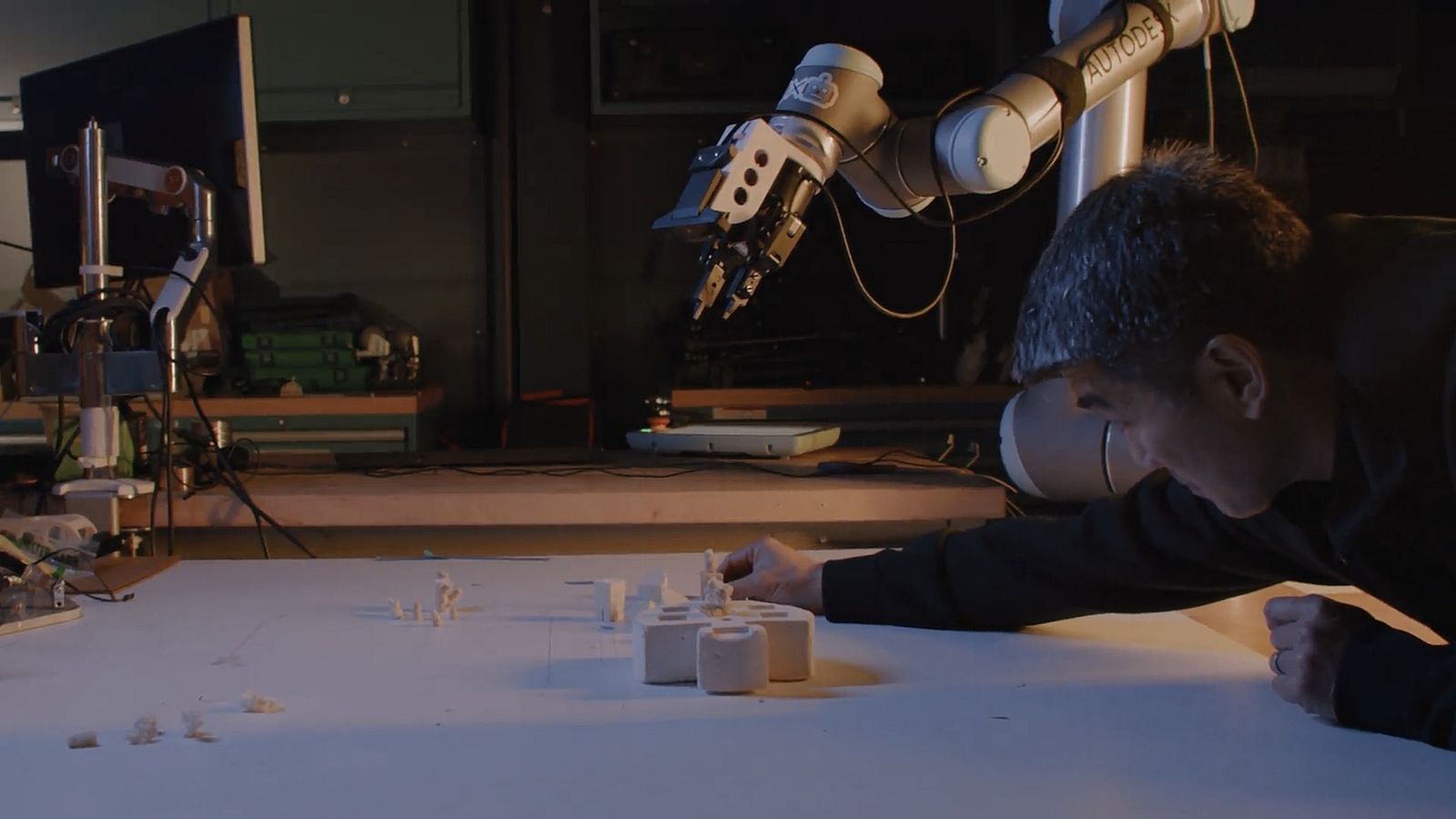
Dr Yotto Koga, researcher at Autodesk. © Autodesk
The company’s founder Dr. Taryn Foster, dreams of scaling the operation to have a world-wide impact and bring color and life back to the sea.
How did it all start?
After a catastrophic coral bleaching event in her home country, Australia, coral biologist Dr. Taryn Foster started the company Coral Maker, and has since worked on rebuilding the reefs that 25% of all marine species depend on. To follow this dream of bringing back some of the coral reef that has been lost and the biodiversity that comes with it, she needed help.
To combat the destructive effects of climate change on coral reefs, Dr. Foster and her team at Coral Maker partnered up with technology firm Autodesk to create an innovative solution for reef rehabilitation using AI, vision systems, and cobots from Universal Robots. The project aims to harness the power of collaborative robots and artificial intelligence to accelerate coral propagation and restore fragile marine ecosystems.
Automating the propagation process
The process of coral restoration involves transplanting tiny corals, cultivated in nurseries, onto damaged reef. This is done by grafting coral fragments into small plugs, that are then inserted into a molded stone base. However, the manual work is labor intensive, slow, and costly, and only a fraction of the reefs at risk are getting help, so Dr. Foster needed a way to automate the process.
The solution came through a partnership with Autodesk, which used their software and Design and Make Platform to train robots to pick up the tiny living corals and place them in the molds.
The use for collaborative robots
According to Dr. Foster, one of the biggest problems in coral reef restoration is that it’s hard to scale up, which would be necessary for it to have an impact at an ecosystem level.
The Great Barrier Reef is tens of millions of hectares in size, and right now reef restoration projects are only restoring about one hectare per year. The obstacle that restoration projects are facing is the cost of scaling up: “If we were to do this at the scale that we need to be, tens of millions of corals per year would need to be processed and propagated and picked and placed, and the cost becomes prohibitively expensive” explains Dr. Foster “To get to that scale, we need to automate the repetitive pick and place work and have people doing the many other complex tasks in the process.”
Dr. Foster explains that some of these tasks in coral propagation are fairly simple, where the coral is picked up and placed on a spot of glue, or the plug is placed onto a coral skeleton.
For Coral Maker, the need was for adaptive robotics that could work alongside humans, operate with precision, and recognize coral fragments, as each coral is different and needs to be handled with care. This was achieved by using Autodesk’s Design and Make platform, that coupled with AI and vision systems, trains the robots to locate, pick and place the corals.
“One of the main challenges is just bringing that cost down, so that we can scale it up” said Dr. Foster “I think the only way we're going to be able to do that is using automation and then specifically collaborative robots, because a lot of the work that we'll be doing will involve people working interactively with robots.”
Senior Principal Research Scientist at Autodesk, Nic Carey, added: “The ability to scale restoration efforts is crucial, which is where robots come in. Automation and robotics are often used for large-scale manufacturing and product processing, and if applied to coral restoration efforts, it could have a huge impact. We are not able to scale efforts to meet the needs of ecosystem scale restoration by doing these repetitive tasks manually, so partnering with robots enables marine biologists to focus on more complex tasks that cannot be automated. Robotics also ensures that we can keep production running around the clock and outside of working hours to meet the need for larger scale efforts.”
Güdel gantry robot masters extraordinary challenge
3D concrete printing - a game changer?
May 06, 2026 — Buildings directly from the printer - what was once a bold utopia a few short years ago has now become part of everyday life. Affentranger Bau AG, one of the pioneers of concrete printing, has developed this innovation, which opens up new dimensions for the construction industry, to series maturity. A key component in this system is a 3-axis gantry robot developed by the Swiss company Güdel Group AG.
The concrete is applied layer by layer in defined paths © LCA Automation and Affentranger AG
Affentranger Bau AG was founded by Markus Affentranger and is a purely family-run company, managed in the second generation by his three sons Marius, Lukas and Gabriel. The business strategy is therefore not geared to-wards short-term profit maximization, but towards the long-term success of the company. The company is not only reacting to the material price increases and margin pressures the construction industry is currently suffering under by cutting costs but proactively seeking innovations that increase efficiency. Marius Affentranger and his two brothers recognized the potential of using 3D printing in the construction industry as a supplement to tradi-tional solid construction at an early stage. In comparison the biggest advantage lies in the strong integration of digital models. This technology can improve productivity and save material and time.
Together, it allows almost limitless design flexibility. This means that individual objects can be produced economi-cally that would not be possible with conventional concrete casting processes. These can range from smaller components such as architectural furniture and elaborately curved columns to structural components such as walls, window frames or stairs. The possibilities of 3D concrete printing are endless.
From pioneer to expert
Recognizing the advantages of a new technology is one thing, successfully implementing it is the greater art. When Affentranger AG decided to install a 3D concrete printer four years ago, it broke new ground. "We wanted to open up a new area of business with this innovation and were ready to take on this major challenge. We deliberately decided not to manufacture elements at a fixed production site, as we see the potential of concrete printing more in element construction and - at least in the medium term - less in printing finished buildings directly on the construction site," says the businessman, looking back. 3D concrete printing is a multi-layered process that can only be mastered through networked thinking. In simple terms, the system consists of a continuous mixer for material production, a feed pump, a sufficiently long pipe for connecting the pump and print head and a portal on which the print head and nozzle travel. The whole process is controlled by special software that translates the 3D computer models into a machine program. During the actual printing process, material is then applied and stacked layer by layer to produce three-dimensional objects based on digital models.
In an initial feasibility study, the company clarifies with its customers whether an object can be manufactured using 3D concrete printing technology from a technical perspective and provides input for optimization. The en-tire production process, from the creation of a 3D model and production to the appropriate logistics solution for the delivery of an object, is planned in a serious manner. Before the printing process starts, a model is created digitally and the data is then transferred to the printer using special software. At this point, another decisive factor comes into play: the material. As there was no material solution on the market that could meet Affentranger Bau AG's requirements, the company developed its own solution. The printed concrete must be easy to pump, bond firmly across the various layers during printing, quickly achieve sufficient load-bearing capacity and dimensional stability, and meet aesthetic and economic requirements. Because the concrete printed by this company has around three times the compressive and flexural tensile strength of conventional structural concrete thanks to a special fiber reinforcement, the components also have sufficient strength for use in practice. However, choosing the right printer is also crucial to ensure that everything runs smoothly.
FP-5 high-performance gantry robot from Güdel
In their search for a suitable printer, Affentranger came across Güdel Group AG, based in neighboring Langenthal, via their system supplier LCA Automation AG. The Güdel Group AG is recognized worldwide as an outstanding manufacturer of high-precision gantry systems and automation solutions. The 3-axis gantry robot used stands out in particular when large work areas need to be covered with high precision and is designed for handling heavy loads. It has a modular design and currently has an area of 5 x 3.8 meters with a height of 3.5 meters. It therefore covers a cubic working area of over 65 m3. The user could adapt or extend this system as required. It is highly dynamic and works with a repeat accuracy of 0.02 mm. "This allows us to implement our high-quality require-ments effortlessly, whereby material consistency also plays a role in terms of accuracy," says Marius Affentranger. The print head moves along the horizontal supports. It can reach any position within the construction via the three axes. This allows an infinite variety of shapes to be created. This is a huge advantage, as complex shapes can be produced without any formwork. Angles of up to 40 degrees are even possible, which would be very expen-sive without this process. The high-quality components are low-maintenance and ensure the rigidity of the axes required for 3D printing with high dynamics.

An all-round positive conclusion
After four years of experience with 3D concrete printing, Marius Affentranger is fully convinced of this new tech-nology. "We purchased it not only because we want to be innovative, but above all from an economic and strate-gic point of view. It enables us to meet our customers' requirements even better. We see this process as comple-menting and expanding our range of services," emphasizes the Managing Director. Although 3D concrete printing in itself is still somewhat more expensive than conventional production, it is the more economical solution in the overall calculation, depending on the application. Because production is digitized, the quantity of printed products is not important. Individual solutions can also be produced cost-effectively. The process enables individual solu-tions, and the planner can make changes right up to shortly before printing if necessary. When it comes to the size of the components, the process is limited by logistics alone. Marius Affentranger is convinced: "3D concrete printing offers numerous advantages where it is used sensibly. In addition to the variety of shapes already men-tioned, the time factor also stands out. The elements are printed in the workshop within a short space of time and delivered to the construction site ready for use. As material is only printed where it is structurally necessary dur-ing production, less material tends to be used, and weight is saved. Marius Affentranger sees 3D concrete printing as a pioneering method for efficient and creative new and existing buildings. "If concrete printing is used sensibly, it is an important innovation for the construction industry and offers an exciting addition to conventional con-struction methods. We are currently still doing a lot of educational work on how concrete printing works and what advantages the technology offers when used in a well-thought-out way in practice. We are therefore always particularly pleased when customers come to us on site with project ideas to see the possibilities for themselves. The best ideas often arise during the ongoing process and together we will shape progress."
Paving the way for digitalization of the damper shopfloor
Apr 22, 2026 — Increasing speed, flexibility and operator-friendliness of a thyssenkrupp Bilstein production line via retrofit upgrade to the new Panasonic TAWERS G4 Welding Robot System.
© Panasonic
Challenge
After more than a decade of reliable operations, two welding robot cells were about to face end-of-life. ThyssenKrupp’s team on site, with the support of Panasonic and its partner, was charged with the task to develop a retrofit concept for the automotive welding robot cells in a financially competitive scenario.
Solution
The first welding robot cell has been upgraded to the G4 Welding Robot System– and the de-installed components will function as a source for spare parts for the second oldest robot cell. The upgrade becomes even more efficient with the DTPS offline programming software installed two years ago and a coming iWNB installation, enabling remote digital access to real time production and system operating data.
"To keep the line running, fast reaction times are everything. Sometimes we need instant access to a capable consultant, sometimes spare parts as soon as possible, sometimes a maintenance team available on site in an instance. Panasonic has shown to be fully committed to our support." says Madalin Cirjan, Welding Manufacturing Engineer, thyssenkrupp Bilstein Sibiu.
The leading automotive supplier maintains 3 plants in Transylvania, the central region in Romania. Near the city Sibiu, more than 1,290 employees manufacture OEM damper assemblies, damper assemblies for the aftermarket sector and damper components. The company is one of the biggest employers in the wider region and keen to defend that position. Digitalization plays an integral part in staying ahead of the competition and in achieving the plants’ goals. The increased speed, flexibility and usability of the TAWERS G4, the newest robot system from Panasonic, will become an integral part of the strategy.
In total 6 TAWERS equipped robot welding cells from Panasonic are operating in the plant manufacturing for the aftermarket sector. With the first one installed in 2013 and the latest in 2023. The first ever installed cell has now been upgraded to TAWERS G4.
Reliability – also when it comes to supporting change
Madalin Cirjan is welding manufacturing engineer in Sibiu and part of the team responsible for the process optimization. “Panasonic helped us to find an intelligent and cost-efficient way of retrofitting”, he states. The scope of the first step is replacing the oldest cell, the second oldest is about to be included in an upgrade very soon – but until then, we will utilize parts from cell one as spare parts and therefore increasing the lifespan of cell two and save costs.
Panasonic has always been a reliable partner for thyssenkrupp Bilstein – from planning to installation and after-sales support. In cooperation with SC TOTAL TEHNIQUES SOLUTIONS SRL, a local partner of Panasonic Robot & Welding.
Next to the clever reuse, the new system provides a lot of advantages. The controller processing speed has increased and the communication between controller and robot has been optimised. Additional features like the new generation of teach pendant with touch screen function has also turned out to be very useful.
Vincent Lonsdale, Key account manager, Panasonic Connect: "It’s the small things, such as during “teach in” programming in the production line, e.g giving programs a name or moving them around, that prolong programming times and can be sometimes annoying. With the touch screen function of the new G4 teach pendant all of that is history.”
The newly integrated transformer also saves space and costs – still providing the same level of reliability when it comes to transforming to three phase AC 200V.

Madalin emphasizes: “The faster processing time and the touchscreen controller are clearly the main advantages from our side. Also, that the system is more compact due to the newly integrated transformer is positive, even though space saving in our plant is not a big issue, it is still not irrelevant.”
Marking a Milestone – on a longer journey
The installation of the G4 robot system is marking an important milestone of thyssenkrupp Bilstein Sibiu digitalization journey in the factory. “But the journey has not started just now – and it is not at an end”, as Florin Dobrita, Head of Manufacturing and Process Planning at the plant, explains. Further plans for improvement are already existing.
Improving the digital impact on the shopfloor already started in 2022: The first step was the change to Panasonic’s DTPS software, installed in 2022. With the offline programming of the welding process, the production itself is not affected. Florin Dobrita stresses the advantages for the factory: “We can reprogram all parts, or just some parts, while the robot is still running. For a new welding, up to 3 days programming is not uncommon – carrying this out outside the shopfloor saves a lot of time.” Evaluation for collisions or implementing a new welding fixture can easily be tested by uploading our CAD data into the digital twin of the cell.
Vincent Lonsdale stresses: “Before you spend one cent on the prototyping process, you can test and simulate whatever modifications you wish to make offline, in a digital environment. All of this is done outside of the shopfloor – no dust, no heat, no noise. Full focus on the new or modified program, welding fixture or process, without shopfloor production distractions.”
Another advantage Christian Kather, the Technical Training Manager from Panasonic Connect, points out, is Panasonic’s capability to align the cells, even though of different robot types, to one standard – which again allows for more flexibility: “The customer asked us to ensure that the copy function of programs is working from each cell. Which can not only save time, but in case the original indicated robot cell is occupied with another project, there are now 5 more that can be used instantly with almost no additional ramp-up efforts.”
From films and foils to stack
Automated production of fuel cells
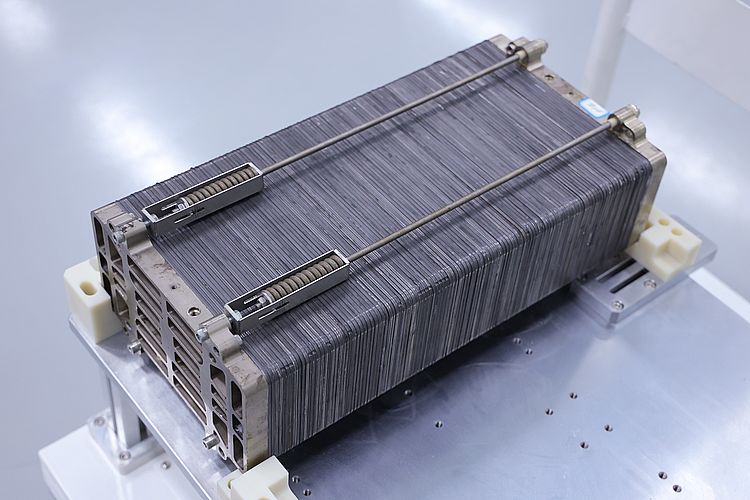
Mar 17, 2026 — It is an “industry first”: In Cixi/ China, the Palcan Group is currently ramping up a fully automated production line for the stacking of fuel cells. Stäubli robots play an important role in the handling of sensitive and costly components like sheets and foils under the extreme conditions of a strong acid environment.
Testing of each single component is part of the robots´ job. © Stäubli
Will the fuel cell be the energy source of the future, in stationery and mobility applications? For many experts worldwide, the answer is a clear “Yes”, and the current switch to a hydrogen infrastructure will facilitate the breakthrough of this environmental-friendly and compact – and, not to forget, well-proven – technology to generate electric current.
The Palcan Group is pushing forward this trend. Founded in Canada in 1998, the company merged with the Boyuan Fuel Cell (Shanghai) Co., Ltd. in 2016. Since then, it has invested in modern production and R&D sites in the Chinese cities of Suzhou (R&D), Changzhou (Product Service) and Cixi (Production), striving to build an independent and complete operation system from technology research and development, product pilot test, mass production to product testing.
Manufacturing a complete range of cell components
The company has successfully developed a variety of methanol reforming hydrogen fuel cell systems with different powers for diversified markets. It has independently mastered the technology and manufacturing process of the core components such as stacks, bipolar plates, and reformers in the field of MR (methanol reforming) hydrogen production and high-temperature PEM (Proton-Exchange Membrane) fuel cells.
In China, the company's "methanol reforming hydrogen production and hydrogen-electric hybrid fuel cell system" won the first prize of ministerial-level scientific and technological invention. With the continuous development of the market, it can replace diesel and gasoline generators in the future, with strong competitive advantages and broad market prospects.

But it has to be considered that each fuel cell stack consists of a high number of thin and costly materials with sensitive surfaces. This means large-scale production is a real challenge. Nevertheless, in the beginning of 2021, Palcan has started to build methanol reforming fuel cells (MRFC) in the new production site in Cixi (Zhejiang province). The facility covers an area of 33 acres and has fully automated production lines for bipolar plates, membrane electrodes, stack assembly and high-temperature fuel cell systems.
Membrane electrode assembly: handling under aggressive conditions
In the membrane electrode assembly (MEA), Stäubli robots play an important role. Liu Zhikang, Production Line Director: “Carbon paper sheets are part of the MEAs. After the sheets are cut, super-sprayed and sintered, a Stäubli six-axis robot TX2-90 transports the sheet to the position which is required for assembly.”
Another component of the stacks, PBI (Polybenzimidazole) films, have to be soaked in strong acid environment (pH >2) without any corrosion or damage of the handling equipment. Here, a Stäubli SCARA robot TS2-80 HE is used to handle the films. The “HE” stands for “Humid Environment”. This means the meticulously sealed housing protects the robot against the penetration of water or chemicals. It also means a very high level of corrosion protection.
When sheets and foils are stacked, a second six-axis robot TX2-90 moves the stacked MEA into a laser cutting machine. Thanks to its high performance, the robot not only performs this task precisely, but also with impressive dynamics.
Cell stacking: fast and precise
In the following process of stack assembly, two Stäubli TS2-80 with a rated load of 2.4 kg each handle the stacks. Here, too, Stäubli robots set standards. During this process, the speed of arm reaches a cycle time of just 0.8 seconds, with a precision of +/- 0.01 mm. Liu Zhikang: “Due to this combination of speed and precision, we are able to assemble a complete stack in one hour which is extremely fast considering the number of components per stack.”

This line was designed by a renowned system integrator. This company not only develops and builds complex production lines, but also complete turnkey manufacturing sites for fuel cells and for the lithium-ion batteries that are used for electromobility.
With these robot-assisted lines, a continuous ramp-up has been and will be possible. The yearly target is 50,000 units. This will be achieved with the production line being continuously upgraded and expanded.
A benchmark production line
Palcan´s production line in Cixi is a real premiere, as Liu Zhikang explains: “In the field of high-temperature fuel cells, these are the first automatic production lines both for membrane electrodes and for stacks. The lines have quickly become a benchmark production line model. The robots work in a strong acid environment, with fast speed, high precision and enclosed structure. And they perform this task with high availability and scalability.”
The positive experiences with this solution have already led to follow-up projects. Currently, the Palcan Group is preparing its Guangxi Nanning project, aiming to build a hydrogen energy industry base with an annual output of 12GW.
The project plans to cover a total area of more than 214 acres. Here, Stäubli robots will be used as well. All in all, the plant engineers of Palcan reckon that they will have demand for Stäubli six-axis and SCARA robots for the further automation of existing production lines at several sites and also for completely new production lines.
Yu Yiwen, Brand and Supply Chain Director of the Palcan Group: “The Stäubli robots ensure operation accuracy and stability. They greatly reduce breakage rates and reduce production cost. Furthermore, during this first co-operation, the Stäubli team gave us many professional suggestions and solutions. In the future, there will be definitely a broader space for co-operation.”
SolarEdge e-Mobility transforms production processes with FasThink
Warehouse optimization
Mar 16, 2026 — SolarEdge e-Mobility, a supplier of power electronics, batteries, and electric traction systems for automotive OEMs, offers integrated electric mobility solutions for electric and hybrid vehicles. Their production facility in Umbertide (PG) houses an R&D team comprising over 60 engineers and technicians. They also maintain a presence in Terni, focused on Telematics, and in Germany, centered on e-Propulsion.
In combination with the technologies of SolarEdge e-Mobility and OMRON’s AMR robots, FasThink was able to reach a new level of automation. © OMRON
Their technical knowhow, coupled with agile development and rapid prototyping capabilities, enable SolarEdge e-Mobility to produce complex products in record time. Their portfolio includes electric propulsion systems, electric motors, transmissions, battery packs, battery management systems (BMS), chargers, vehicle control units (VCU), and specialized software for electric vehicles. Elisa Rossi, the Head of Finance at SolarEdge e-Mobility, highlights the company's drive for innovation, saying, "SolarEdge e-Mobility’s electrical systems and components stand out for their high-power density and efficiency. To transition from prototypes to large-scale production, we need precision and rapid execution. This prompted our decision to overhaul our production processes."
Understanding the needs of SolarEdge e-Mobility
To cater to the demands of their clientele, SolarEdge e-Mobility recognized the need to streamline warehouse operations, ensure punctual and accurate delivery to production lines, and minimize human errors. They also sought to digitize picking and dropping operations to provide real-time oversight of material flow. Elena Del Signore, the Logistics & Material Director of SolarEdge e-Mobility, elaborates, "We aimed to enhance and monitor warehouse operations in real-time, make necessary adjustments, and use a system that’s both flexible and user-friendly. FasThink's solutions fit the bill perfectly, offering the advantage of customization for future enhancements."
Thanks to the adaptability of the solutions provided by FasThink, they were able to implement an application that met these requirements and could interact and exchange information with the SolarEdge e-Mobility management system.
The application at work
The application was developed for the SolarEdge e-Mobility production plant in Umbertide. FasThink introduced a smart and flexible solution that's easy to install. It can be quickly and simply reconfigured whenever there's a need for a layout change, either within the production area or inside the warehouse. FasThink integrated its proprietary wireless technologies, including the e-Kanban smart sensor (and its Push2Call variant) and the Pick2Light system, installing them in the shopfloor and warehouse environments. This was done to optimize supply with a lean approach to the production lines.
The wireless e-Kanban smart sensor manages real-time data, communicating automatically with the management system via an RF transceiver using LoRaWAN technology. This sensor was installed in the assembly area, near the mechanical conveyors on the shelves holding KLT containers, which are standardized containers often used in the automotive industry for small-sized components. Adhering to the full-empty logic: when a KLT container is emptied, the e-Kanban detects the change in status and automatically sends a replenishment request to the warehouse. Push2Call is a wireless system designed to enhance communication and integration between digital and IT systems. It aids in the management of large components, which are typically stored on racks and cantilevers, and also streamlines the retrieval of finished products. By doing so, it ensures that component availability is coordinated in a manner that conservatively uses the limited space available on production lines. On the other hand, Pick2Light, an innovative material retrieval system using light signals, has been installed on the warehouse shelves. This system aims to make the picking activity more dynamic and efficient, drastically reducing the chances of human error. When the e-Kanban sensors in the assembly area trigger a replenishment request, displays within the warehouse provide information on the type, location, and quantity of material to be retrieved for restocking.
Enhancing the FasThink application with autonomous robotics
The solution devised by FasThink took into account not only the phase of material retrieval and stock management but also the movement between the warehouse and the production areas. As an OMRON Solution Partner, FasThink successfully integrated the AMR (Autonomous Mobile Robot) into the framework designed for SolarEdge e-Mobility, yielding significant performance benefits. The AMR was coordinated with the digital flows, and it was primarily tasked with the transportation of KLT containers from the storage zone to the shelving systems fitted with e-Kanban. This implementation, besides further streamlining the previously manual handling, optimized the efficiency of the staff. Specifically, the warehouse operator, under the guidance of the Pick2Light system, retrieves items and then entrusts the KLTs to the AMR. The robot, in turn, autonomously transports them and delivers to the assembly area, where another operator is responsible for stock

replenishment. The autonomous navigation capabilities of the OMRON LD-60 mobile robot allow it to seamlessly navigate through the storage area of finished products, which are ready for dispatch. This is a zone frequented by employees and where trolleys move and maneuver large boxes and containers. Marco Mina, the OMRON Business Developer for Robotics, points out, "FasThink's applications are centered on logistics and intralogistics, facilitating a high-level integration within the realm of cutting-edge technologies. By integrating the OMRON AMR, combined with technologies such as Pick2Light, e-Kanban, and Push2Call, SolarEdge e-Mobility was empowered to tap into the full potential of logistic automation, benefiting from the precise insights into their production processes.
The harmonization of systems as added value
SolarEdge e-Mobility benefited from the added value derived from harmonizing the four solutions. The e-Kanban, Pick2Light, and Push2Call, synergistically linked with the OMRON AMR, allowed a seamless synchronization of picking and feeding operations, resulting in significant improvements in speed, efficiency, and accuracy.
Furthermore, the capability to monitor warehouse performance in real-time is ensured by a dedicated web-app customized by FasThink based on SolarEdge e-Mobility's requirements. This application allows various devices, such as handhelds, tablets, and monitors, to display the status of picking and line-feeding tasks. This facilitates timely corrective actions when needed. Additionally, with various indicator parameters, the app also supports the generation of reports and statistics at predetermined intervals to consistently monitor warehouse efficiency.

"The application developed in collaboration with SolarEdge e-Mobility is just one of many examples illustrating how it's possible to tailor-make a stock management system, warehouse and production flow starting from established application platforms. FasThink's mission is to redesign last-mile production processes through the integration of IT systems and OT technologies, specifically technologies like Pick2Light, e-Kanban, Push2Call, and the Connect Orchestrator platform. Delivering a solution like this, which integrates with existing management systems, represents a significant step toward the digitalization of industrial flows and using data for strategic operation planning," concludes Marco Marella, General Manager of FasThink.
Results
The solution provided by FasThink was easy to install and use, and it successfully met all the set objectives. Specifically, it eliminated supply errors and production downtimes caused by the absence of various materials. It also led to an increase in stock accuracy and optimized the performance of the warehouse team, resulting in a notable improvement in direct labor efficiency. Collaborating with FasThink highlighted values such as reliability, responsiveness, and precision. All these enhancements translated into a significant added value to the services and products of SolarEdge e-Mobility for the end-users.


KR QUANTEC against electrical waste
Recycling project
Feb 26, 2026 — For a sustainable circular economy, recycling plays an essential role, especially when electronic consumer goods are involved. The recycling of electronic waste can be harmful to human health and is therefore an optimal field of application for robotics and automation. The Irish technology company Votechnik has developed a system with a KR QUANTEC that can master these challenges.ALR-4000: With automation against hazardous electrical waste
Gases such as mercury and sharp-edged parts make it dangerous for humans to disman-tle screens and monitors with LCD (Liquid Crystal Display) technology. The Irish technol-ogy company Votechnik has developed the automated application ALR-4000, which uses a KUKA industrial robot KR QUANTEC. By extracting the hazardous gases and re-moving sharp-edged elements such as fluorescent tubes and screens, the cell not only eliminates the hazards to humans, but also tackles the issue of growing electronic waste.
200 million LCD TVs and their possible effects
The impact of LCD televisions on the environment is massive. Every year, around 200 millions of them are sold worldwide. This generates waste streams that must then be disposed of efficiently, cheaply and safely. Experts suspect that the ‘hidden’ greenhouse gas nitrogen trifluoride, which is used in the production of flat-screen TVs, could acceler-ate global warming more than coal-fired power stations. However, consumer demand for such devices shows that more and more of them are entering the waste stream. Lisa O'Donoghue, founder and CEO of Votechnik, states: "The whole world is moving to-wards a circular economy, and Europe is leading the way with initiatives such as the Green Deal and the Circular Economy Action Plan. Such initiatives are urgently needed to recover materials from the products we currently use and lead them back into circulari-ty."
Reduced dangers for humans thanks to robotics
With Votechnik's ALR-4000, this e-waste can be processed automatically and disposed of safely. In the past, many of these products were disposed of in landfills, where the mercury they contain can leach into the soil and water. If the mercury contained in the lamps of the devices enters the food chain, it can cause neuromuscular effects and cog-nitive disorders, for example. In a typical 40 inch TV unit, approximately 60 feet of thin lamps that contain mercury are to be found.
Brian Cooney, Managing Director of KUKA Robotics Ireland, points out: "This is an ideal application for robotics. The machines are not affected by the chemicals, especially if they are properly prepared for it." Process automation with robots eliminates the need for human contact with harmful gases and liquid crystals, as well as the risk of injury from, for example, shards of glass produced when pulling out fluorescent tubes and television screens.
KR QUANTEC: Heart of the recycling process
The system is equipped with the KUKA KR QUANTEC high payload industrial robot. "The KR QUANTEC is our greenest robot, it fits perfectly into a waste recycling environment," says Brian Cooney. The KR QUANTEC provides outstanding operating efficiency, cost-effective commissioning and maintenance. Thanks to its modular design, the number of components is greatly reduced, which helps to minimize the need for maintenance. Among other things, innovative cabling and power supply concepts additionally reduce operating costs. Moreover, the robot itself can be recycled up to 90 percent.
Liberating valuable and capturing hazardous materials
While minimizing manual labour and risk, the ALR-4000 increases throughput from five units to 60 units per hour compared to the manual process. An increase of 1,200 per cent. On top of that, the machine can work around the clock. "We see technologies such as ours leading the way in high throughput processing to liberate the valuable materials from the waste products, but also to de-pollute and capture the hazardous materials in the process," says Votechnik CEO Lisa O'Donoghue.
Effective carbon block filters enable plug-and-play system
As the depollution process takes place within the self-contained ALR-4000, a built-in carbon filter system ensures that harmful gases are captured and not released into the atmosphere. Carbon block filters are extremely effective at filtering out contaminants, including hazardous gases, so Votechnik has managed to create a 'plug-and-play' sys-tem.
When it comes to disposing of the LCD units, the ALR-4000 faces various challenges: different shapes and sizes, brands and models. LCD configurations can involve more than 150 screws and various different fastening devices, from glue to sticky tape to ca-ble ties. They may have speakers in the tops and bottoms or even a DVD player in the back. Therefore, Votechnik has conducted four rounds of development over ten years to create a robust, automated machine that can handle many different LCD iterations.
Robust and reliable KR QUANTEC as the ideal partner
The KR QUANTEC plays a significant part in ensuring that this has now been achieved. The industrial robot is very rigid, reliable and repeatable, but also has the load-bearing capacity to handle large loads, including heavy tools at the arm of the robot. Its robust-ness makes it the ideal partner in a waste processing environment where a high level of automated dexterity is required to perform tasks with a high degree of accuracy.
Worldwide service and support
Another consideration for Votechnik was also worldwide support for the robot, as the ALR-4000 cells will be used globally in waste recycling. KUKA's global presence and ability to support the ALR-4000 machines internationally were therefore of great importance in the decision for the KR QUANTEC.
After ten years of development, the ALR-4000, as an automated recycling solution, could be an answer to the many challenges presented by the consumer electronics industry.
Autonomous mobile robots and their off-road and outdoor capabilities
A success story
Feb 23, 2026 — Rigdon, a tyre reconditioning company based in Günzburg (Germany), was facing major challenges in its internal logistics. As a medium-sized company that transports a large volume of tyres between various production stations and the warehouse on a daily basis, Rigdon needed a solution that offered both efficiency and flexibility.
The INDUROS AMR autonomously moves tyres from outdoor storage to the production stations © Innok Robotics
The previous manual transport solutions were inefficient and required significant human resources. In addition, the floor conditions in the production halls and outside areas were so poor that conventional robotic solutions were out of the question.
The following possible applications were evaluated:
- Transport vehicle for pallet trolleys, mesh boxes, CC containers, scrap/chip containers and much more.
- Replacement of a tugger train with several trailers
- With the "roller conveyor" option as an all-terrain transport solution for KLT containers and parcels
Rigdon decided to autonomise the following process first: The robot moves the tyre trolleys between the production stations and the warehouse, coupling and uncoupling them autonomously in each case.
The solution:
- What was installed (machine, layout)?
Innok Robotics installed the INDUROS, an autonomous mobile robot (AMR) specially developed for use in demanding conditions. The INDUROS was equipped with the ability to work fully autonomously both indoors and outdoors, namely multiterrain. Innok multiterrain means that the robots drive fully autonomously and in combination both indoors and outdoors - on good and bad floors, over obstacles such as speed bumps or gravel and also in wind and weather from hall to hall. The layout involved integrating the INDUROS into the existing production process, with the robot driving the tyre trolleys between the production stations and the warehouse and coupling and uncoupling them autonomously. - Why was this particular solution chosen over the alternatives?
The INDUROS was chosen because of its unique ability to work in extreme conditions - Innok multiterrain. In addition, thanks to Innok Hybrid Navigation, no structural changes to the existing buildings or terrain were required, allowing for a cost-effective and quick implementation. INDUROS' safety standards, including certified laser scanners and outdoor-approved safety scanners, ensured that the robot could work safely in a crowded environment. - How quickly could the solution be implemented?
The INDUROS was implemented at Rigdon in a very short time. Thanks to the intuitive Innok Cockpit software, navigation and order management could be set up quickly and easily. The integration of the INDUROS into Rigdon's production process was completed within a few days, meaning that the robot could be integrated into daily operations immediately.
The evaluation:
What were the benefits? How did AI and/or digitalisation contribute to the success of the solution?
The introduction of INDUROS at Rigdon brought significant benefits. The autonomous coupling and uncoupling of the tyre trolleys and the reliable transport between the production stations and the warehouse led to a significant increase in efficiency. The INDUROS could work for up to 24 hours at a time and recharge itself fully autonomously and inductively during inactive periods, maximising uptime. This was particularly important as it was becoming increasingly difficult for Rigdon to find staff for the night shift.

The digitalisation and AI-based navigation of the INDUROS enabled precise and safe control of the robot, even in a difficult environment. This led to a reduction in operating costs and better utilisation of personnel, as key skilled workers could be deployed for more qualified activities.
Compared to human-operated vehicles, Rigdon achieves an ROI within 1.0 - 2.5 years, depending on the number of work shifts. Overall, Rigdon saves up to €40,000 per shift and year by using the INDUROS, depending on the utilisation of the robot in the order backlog. The Innok Hybrid Navigation and the robust design of the INDUROS made it the ideal solution for Rigdon. The continuous improvement of the technology ensures that Rigdon will continue to benefit from autonomous mobility in the future and that the acquisition of further robots in the fleet will be mapped via the Innok Cockpit or industry standards such as VDA5050.
Automation, intelligence empowered lithium industry
Speed of production line increased by 30%
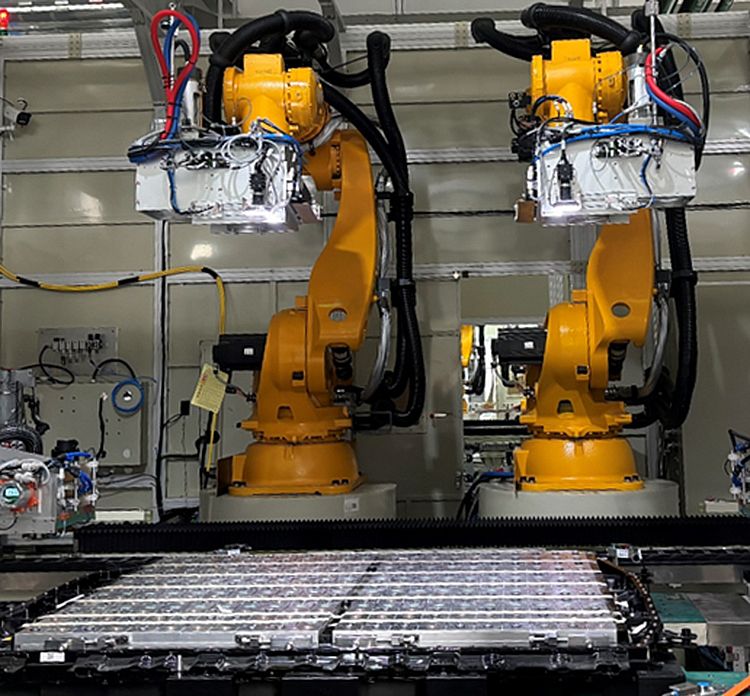
Feb 23, 2026 — With the booming development of the electric vehicle market, the demand for lithium batteries continues to grow, the production efficiency and quality of lithium batteries are also increasingly high requirements.
E-Noesis Data Flow: Open up the data path between equipment and management © ESTUN
Busbar as an important conductive connection component in lithium batteries, its welding quality is directly related to the safety and performance stability of lithium batteries. However, the traditional manual welding method has low efficiency, unstable quality and other problems, and is difficult to meet the needs of mass production.
ESTUN robotic automation welding solution helps the world's leading power battery manufacturers to solve the dilemma of manual welding, and improve the production efficiency and welding quality.
Static Laser Welding, Dynamic Flying Welding
ESTUN provided the enterprise with a robotic welding solution to automate the busbar welding station on the production line. The complete solution is centered on two ER220-3100 six-axis robots, together with key components such as vision system, laser system, high-precision fixtures, and safety guards, etc. According to the actual needs of the production line, the layout of the workshop is optimized and adjusted to ensure that the robots can move and operate smoothly.
ESTUN has also taken a crucial step towards the gaps in Chinese domestic robots in the field of flight welding:

ESTUN builds a mature solution for lithium-ion batteries, helping to increase the speed of the production line by 30%. The robotic automated welding solutions have significant advantages over traditional manual welding solutions.
First of all, industrial robots can realize high-efficiency welding, quickly adapt to the production needs of different products, provide flexible production capacity, and automated processes enable the production of more battery cells per day to meet the growing market demand.
Secondly, automated robotic welding is characterized by high stability and reliability, which reduces welding quality problems caused by human factors. Consistent welding improves battery performance and reliability, and results have also shown that automated production lines produce batteries with a pass rate of more than 99%.
Thomas (ESTUN Engineer) said, "Our mature power battery welding solution not only meets the production needs of this enterprise, but also has a high cost-effective and scalable, and can better meet the needs of future production."
In addition, robotic welding reduces labor costs, improves the working environment and reduces the risk of workplace accidents to 0.
The workshop director of this power battery manufacturer said, "Compared with traditional manual welding, robotic welding can realize 24-hour uninterrupted work, which brings us an unprecedented increase in production capacity, they can complete the welding task of a station in 300s, and we have increased the speed of our production line by 30%!"
Digital Technology Brings Quality and Efficiency Improvement, Lasting Business Value
ESTUN also provides comprehensive industrial digitalization services for the entire production line of this power battery manufacturer, and the application of digital technology further enhances the transparency and traceability of the production process. By uploading the data collected by welding equipment and sensors to the cloud platform or intranet in real-time, managers can monitor the production status in real time and quickly respond to problems on the production line. This real-time data visualization not only helps to improve production efficiency, but also enables data analysis to identify potential improvement points in the production process, helping enterprises to improve product quality and reduce rework and scrap rates.
Meanwhile, based on ESTUN's in-depth research on various industries and its wide application in the whole industry and competitive advantage of the whole industry chain, ESTUN has also developed an exclusive industry experience library and integrated it into its own digital technology. As a result, the digital production line can identify 100% of robot faults and locate them accurately, with more specific and accurate alarm descriptions.
"The comprehensive industrial digitalization solution has helped us open up the equipment and management data pathway, digging deeper into the value of equipment operation data, and to a certain extent, it has contributed to the enterprise's cost reduction and efficiency." The power battery manufacturer's project leader added. "As technology continues to advance in the future, our welding operations will also become more intelligent and automated due to the addition of digital technology, and these advances will undoubtedly contribute to the successful and sustainable development of lithium battery manufacturing."
No More Walking 20 km!
How Duka Uses AGVs in Manufacturing
Feb 10, 2026 — A necessary part of any manufacturing process is moving components from A to B. One of the leading shower enclosure manufacturers in Europe shifted this work from employees to a fleet of ANT driven AGVs. While previously employees would walk 20 km every day to bring components to their workstations, this labor is now completed automatically, freeing up employees for more value-added (and interesting) tasks.The compact AGVs are less physically intimating © BlueBotics
“The idea to invest in automation arose with the construction of our new headquarters,” says Thomas Gruber, IT Manager at Duka. “Every process at Duka was re-analyzed and re-thought. The biggest reason to invest in automation was to automate non-value-adding activities as much as possible. The goal: to modernize and simplify our intralogistics.”
Project Details: Duka Shower Enclosures
Location: Duka, Bressanone, Italy
Application: Internal transportation of parts from automated warehouse to pre-assembly and assembly cells
AGVs: 11xEsatroll Dukino AGVs
Software: ANT navigation (vehicles), ANT server (fleet manager, integrated with in-house ERP and WMS)
Managing Intralogistics with AGVs
“Before the introduction of AGVs in our production, our employees walked 20 km a day,” says Yuri Scalzo, Process Manager at Duka. “For this reason, we decided to introduce AGVs into our production process to make their work more interesting and to add more value.”
The fleet of 11 AGVs are assigned three main tasks.
Firstly, the fleet transports material from Duka’s central warehouse to various bays in the component assembly department. Once component assembly is completed, the material is brought back from the assembly department to the central warehouse.
The second and third tasks involve moving material to the production line. The AGVs move material from a buffer zone which connects two production floors and previously assembled materials from the central warehouse to the start of the production line. From there, operators pick material for each order.
While previously employees had used pallet jacks to manage intralogistics, the Duka team decided to go in a different direction, choosing a smaller underride AGV over a forked AGV. The compact form factor fits neatly in the small bays, and the more ‘human’ scale of the robots make them less physically intimidating. Scalzo explains: “We decided to use a type of slightly smaller robot (Esatroll Dukino) to manage the connection between humans and machines. Thanks to the compact size of our production area and the dimensions of the boxes we used in our automated warehouse, we managed to handle everything perfectly with these robot specifications.”
The Right Box to the Right Place at the Right Time
“Every year, when we have visitors at the company, they are truly impressed by the performance of these AGVs,” says Scalzo. “They find it hard to understand how everything works so well, especially the precision with which they enter the various bays, given that they have very few centimeters of tolerance.”
The robotic fleet operates using ANT natural feature navigation. Using the vehicle’s built-in safety laser, they orientate themselves from fixed points (features) within the production environment.
Scalzo continues: “Thanks to this we are very flexible, because we do not have magnetic strips on the floor or similar structures. The AGVs can move without causing any disturbance and with extreme precision.We can change the direction of an AGV at our discretion, whenever and however we want.”

The entire fleet is managed with a single installation of ANT server. The Duka team made the decision to bring the fleet management in-house for maximum flexibility. “We decided to undergo advanced training on the ANT software to be more flexible during our working hours and to provide live service, without having to wait and without needing to communicate with suppliers or other external parties,” says Scalzo. “For example, we can change the different paths of the AGVs and make modifications to a pick-up or drop-off point for each individual box, making us independent in all our decisions within the company.”
“The software is very easy to use and thanks to constant updates from BlueBotics we can also develop new ideas within the company without needing to interface with other people, other companies, or BlueBotics. ANT server, in our case, is fully integrated into our other production systems. For example, by pressing a button on our ERP, this communicates with our WMS, which communicates with ANT server, and thanks to this system integration it can deliver the right box to the right place at the right time.
Modernized and Simplified Intralogistics
The Duka team have achieved their goal of modernized and simplified intralogistics. By automating repetitive tasks, their workforce can focus on value-adding tasks.
Gruber confirms: “Before using the AGVs, every employee had to search for their components themselves and bring them to the workstation by hand. This preparation time was therefore very long. We can now save this time because the AGVs provide the components to the workstation.”
Besides relieving workers of unnecessary labor and simplifying intralogistics, the process of automating brought other benefits. Examining every process pressed the team to improve their internal data: “Another advantage of automation was that we had to prepare all the master data and bill of materials perfectly and cleanly. Because without clean data, there is no automation,” concludes Gruber.
Robots in the Bakery
"Bakisto" relieves employees and reduces food waste
Dec 15, 2025 — “Bakisto” could relieve supermarket and discount store employees from repetitive tasks, introduce higher levels of reliability into the baking process and reduce food waste.The robot manufacturer FANUC, baking oven manufacturer WIESHEU and retail specialist Wanzl have jointly developed the automatic "Bakisto" system. A prototype was presented at the EuroShop 2023 trade show in Duesseldorf. Soon, “Bakisto” could relieve supermarket and discount store employees from repetitive tasks, introduce higher levels of reliability into the baking process and reduce food waste. The system involves a robot performing important work steps, such as loading the baking tray, inserting and removing the tray from the oven, and stocking the displays.
"Bakisto" consists of three interconnected systems: a FANUC collaborative robot (cobot); Wanzl's smart baked goods presenter BakeOff i with Artificial Intelligence (AI) and Dibas blue2 network-enabled baking oven; and the WIESHEU TrayMotion automatic loading and unloading system. Based on historical data and current stock, the AI in BakeOff i estimates the daily quantity requirements for baked goods and when peak baking should take place in order to meet demand.
Motion System provides flexibility
With this information entered into the system, the cobot fetches the baking trays loaded with frozen baked goods from the refrigeration unit and pushes them into the transport trolley, which runs on rails in front of the preheated oven. The TrayMotion loading system pulls in the loaded trays so that the baking process can begin.
After baking, the system pushes the baking trays back into the transport trolley, which moves to the side, allowing the baked goods to cool down while also making space for subsequent production. The cobot then fills the predefined compartments of the BakeOff i with the finished and cooled baked goods. Feeding new data into the AI, continuously optimises the process.
The increasing shortage of skilled workers is driving interest in robots outside of the manufacturing industry. Robots can bring noticeable relief in sectors like retail or the trades, where the convention is to carry out work steps manually, up to now.

Introducing robots into the bakery environment would benefit employees in many ways, including through more attractive working hours. In the case of "Bakisto", a collaborative robot (cobot) starts baking on its own early in the morning if programmed accordingly, allowing employees to sleep longer.
Artificial intelligence determines production volume
The robot system also helps to combat food waste as “Bakisto” uses artificial intelligence to calculate how many rolls, croissants and pastries are likely to be in demand during the course of the day, before preparing the baked goods and taking them out of the oven at the right time.
Sales quantities are highly dependent on factors such as the weather, school holidays and local events. The system takes this information into account and bakes appropriate quantities, which means less stress for employees because they don't constantly need to keep an eye on the displays and ovens. Instead, they can concentrate on other tasks.
One of Europe’s largest online grocers automates order picking in Prague fulfillment center
Dec 11, 2025 — Rohlik, the leading online grocer in the Czech Republic and one of the largest online grocers in Europe, has automated order picking in its Prague fulfillment center using Brightpick.
Brightpick uses autonomous mobile robots to retrieve totes from storage and bring them to robotic picking stations. Image credit: Photoneo
Rohlik’s Horní Počernice fulfillment center in Prague ships out approximately 7,000 orders per day and holds 18,000 SKUs across ambient, chilled and frozen temperature zones. The ambient zone consists of a three-storey mezzanine structure.
Brightpick automated the first floor of the existing mezzanine structure in the ambient zone. Brightpick’s Goods-to-Robot solution picks and consolidates orders using autonomous mobile robots (AMRs) and robotic picking arms.
Brightpick AMRs autonomously navigate using LiDAR sensors and are designed to safely operate around humans. The robotic picking arms are powered by Photoneo 3D scanners and use proprietary AI algorithms, which have been trained on more than 250 millions picks to date. The entire robotic fleet and fulfillment process is orchestrated and optimized by Brightpick Intuition software.
All 2,500 SKUs in the automation area were robotically pickable, which enabled Rohlik to cut picking labor to zero and reduce picking errors. The solution was designed to achieve 600 picks per hour.
In addition, the Brightpick solution also automated inventory replenishment. AMRs transport totes from decanting stations and dynamically slot them into the most optimal storage location. Totes that contain faster-moving merchandise are stored closer to the picking stations to reduce picking times.

Brightpick’s solution required minimal changes to the existing layout – Rohlik’s existing 2-meter-tall shelving, which was previously used for manual picking, was kept fully in place. As a result, Rohlik could leverage its existing footprint, avoid additional capital investment, and install Brightpick in weeks without any interruption to service. Despite this challenging brownfield environment, Brightpick met the strict SLAs necessary for Rohlik to deliver customer orders in 60 minutes or less.
“Before installing Brightpick, our picking process was entirely manual. Brightpick enabled us to install end-to-end automation without making any major changes to our existing warehouse processes. Their solution enabled us to practically eliminate our picking labor and reduce picking costs.” said Aleš Malucha, Rohlik Group’s Chief Engineering Officer.
Subsequent phases could see Brightpick automate the second and third floor of the ambient mezzanine and the chilled picking zone.
In addition to automating ambient order picking, Brightpick has also automated part of Rohlik’s dispatch process in the same fulfillment center.
Improving operations and product availability at stores globally
PAL Robotics' StockBot at Decathlon stores
Nov 24, 2025 — Global sports retailer Decathlon was looking for solutions to be able to assist teammates in their daily tasks in stores, which would also allow them to spend more time helping customers. In addition, they wanted to be able to provide more accurate data on inventory, as well as save time that was taken to do inventory taking manually, impacting on in-store efficiency and productivity.
Decathlon StockBot robot by PAL Robotics at Singapore store (image: PAL Robotics)
Decathlon is a family-owned company, founded in 1976 in France, and inspired by the belief that sports and the outdoors should be accessible to everyone. They focus on ever-evolving and high-performance design, the best quality at the lowest possible price, and expert advice that customers can access in-store or online.
The company manages the research, design, production, logistics, and distribution of its products including sports equipment and clothing in-house; as well as partnering with global suppliers.
The company aims for an optimised supply chain and minimal retail footprint and usually favours large superstores averaging 4,000 m2 in size and reaching 9,000 m2 in larger stores. Optimising the supply chain also contributes to sustainability - by being able to reduce logistics efforts, lessening the need for unnecessary movement of stock between sales points, and stock optimisation by cutting down on overstocking of products.
In retail stores such as Decathlon, radio-frequency identification (RFID) is often used to provide accurate data on a store’s inventory or stock, as the technology transmits data from RFID tags on products to readers. Complete RFID solutions are made up of different components that work together: tags, readers, and antennae, as well as supporting software.
Automating the RFID processes at Decathlon stores, by introducing AMR robots by PAL Robotics as the RFID solution would be the challenge here. The AMRs would need to work effectively in a dynamic environment, with moving obstacles, including people, in stores during opening hours.
With the deployment of RFID robots, Decathlon wanted to take the opportunity to try to automate the counting of stock - since stock counting manually is a less repeatable process, prone to errors, and dependent on the performance of team members. They also wanted to help the team be more available to advise customers and not work on non-added value tasks such as counting stock.
PAL Robotics’ StockBot solution is an Autonomous Mobile Robot (AMR) designed for inventory tracking and data collection in retail. StockBot is equipped with RFID antennas and readers so that the robot is able to move autonomously in stores to detect the tags that retailers use on products, then create the full inventory plus the location of the items in the store, which is not possible when stock taking manually with hand-held devices. StockBot is easily deployed within stores as it does not require any layout modifications and is integrated with existing software systems. The solution is typically set up in each store in one day.
At Decathlon stores, RFID robots perform SLAM – simultaneous localization of their own location and mapping of any area. SLAM includes Spatial AI, the spatial reasoning that allows robots to operate in general ways where they are, and helps them to understand their environment, such as the store or warehouse, better. This includes environment understanding by sensor fusion (laser + 3D cameras), analysis of obstacles and finding the optimal way to avoid them, as well as automatic generation of new maps of local regions where important changes are detected.
Inventory management assisted by StockBot allows the creation of demand forecasts based on data, and the AI used learns more and it constantly improves its forecasts to become more efficient. In this case, the robot integrates with the Inventory Management software used by Decathlon.
The AMR StockBot was customised in order to be introduced at Decathlon stores globally. The StockBot solution was initially deployed in Decathlon, Singapore. Following the success of this trial, the solution was chosen for roll-out in stores across multiple countries worldwide, including France, The Netherlands, Spain, Portugal, Poland, Ireland, Italy, Taiwan, and Australia.
StockBot is programmed to automatically read all of the inventory each day (daily inventories) so that the next day the teammates have the stock counted with data available on their smartphones, and are able to check for any discrepancies. In Decathlon stores with the solution, StockBot is considered a new teammate that assists workers and improves the capability to have stock available, as this is equal to huge benefits for the customer.
Customer benefits
Key benefits for Decathlon stores have been to conduct more frequent inventories in order to gain better visibility of stock, and of course, to optimise operations, resources, and costs.
The implementation of StockBot allows the company to increase the frequency of inventories as the robot is in operation continuously. The implementation at the store in Singapore enabled the team to finish inventories in a space of 5000 m2 within 5 hours, compared to having 80 teammates working a 12 hour shift. Janice Morin, Sports Leader for Trail Running in Decathlon Singapore explained, “before we had StockBot stock-taking work was very laborious, it was very manual and we allocated a lot of time to do our inventory. Now when we finish all the inventory we can allocate our time to do other things.”
As well as improving in-store operations, the retailer also aimed for better product availability rates. Mathieu Blanchard, Technical Director of Decathlon South East Asia said, “for any retailer, ensuring that customers are visiting your store and will find the products they are looking for is crucial.”

In addition, all the time and costs that employees spent on taking inventories can be spent on other more value-added tasks such as direct customer service, which, as a result, leads to a better and more complete customer experience.
Making decisions with the data provided by automation with a robotic tool means improving the efficient management of products, reducing costs, and reducing response time to product demand. The StockBot solution also helps Decathlon stores to determine easily and efficiently, a comparison of item sales depending on product placement in-store.
Additionally, the use of StockBot has helped Decathlon stores to maintain the success of facilities they offer such as ‘click and collect’ services, by identifying the products in the store to help prevent frustrastion for customers over stock discrepancies or outdated stock information, and reducing overstocking in stores where the demand is lower in comparison with other locations.
AI and digitalization have contributed to the success of the solution at Decathlon through a number of features:
- Robot navigation (wheel odometry) & environment perception (cameras RGB-D)
- Traceability tags on products
- Virtual shielding (RFID parameters) in-store
- Tags positioning (triangulation) to track product location
The future
PAL Robotics and Decathlon are discussing potential additional collaborations - not only with inventory tracking and data collection through StockBot, but also RFID use cases in intralogistics.
PAL Robotics continues to respond to requests for the roll-out of StockBot in Decathlon stores in additional countries in Asia and Europe, as well as to increase the number of robots in stores where StockBot is already deployed. Thanks to the partnership with Decathlon, PAL Robotics also is able to work on developing further capabilities on StockBot.
Implementing Intelligent Robotics in Geriatric Rehabilitation
Singapore United Medicare Centre
Aug 07, 2025 — With the rapid increase of the global ageing population, prone to diseases and injuries, the intervention of rehabilitation robots in the clinical environment can assist by addressing the global insufficiency of clinical therapists.
The RehabHub™ aims to create a diversified and inclusive ecosystem, enabling greater patient recovery through robotics. image copyright: Fourier Intelligence
Introducation
Globally, the WHO has estimated that over 1 billion people are affected by disabilities that impact their mobility and independence. In addition, by the year 2050, the global population of individuals aged 60 years and above is projected to reach 2.1 billion. Seeing the need to combat this rising need, the Singapore United Medicare Centre (UMC), Toa Payoh, a purpose-built nursing home opened in 2003 by then Minister for Health, Mr Khaw Boon Wan, embarked on integrating intelligent robotics and AI into its rehabilitation services. This initiative aimed to address the growing demand for quality nursing care outlined by the Ministry of Health (MOH), marking a significant step towards innovative elderly care. With the rapid increase of the global ageing population, prone to diseases and injuries, the intervention of rehabilitation robots in the clinical environment can assist by addressing the global insufficiency of clinical therapists.
Initial Problem/Task
Customer Profile:
- Industry: Healthcare (Geriatric Rehabilitation)
- Company Size: Medium-sized Nursing Home with Rehabilitation Centre
- Country: Singapore
- Challenge: Providing continuous, personalised, and intensive rehabilitation for an increasing number of elderly patients, many of whom suffered from stroke, musculoskeletal conditions, or cognitive impairments, was becoming increasingly challenging. The centre aimed to improve rehabilitation outcomes, enhance patient engagement, and alleviate the physical strain on therapists and caregivers.
Solution
What was installed:
Machine/Layout: The "RehabHub™", a suite of intelligent robotics explicitly designed for geriatric and neurorehabilitation, was introduced. It consists of upper, lower, balance and movement solutions from Fourier Rehab’s inventory of robotic devices. These solutions allow therapists to utilise advanced sensors, AI algorithms for personalised therapy, and an engaging interface for individual and group therapy sessions. In addition, the system supports ongoing research and development in rehabilitative technology. With its ability to collect and analyse large volumes of data, the RehabHub™ provides valuable insights that can be used to refine existing therapies and develop new ones.
Why This Solution: The RehabHub™ was chosen for its ability to adapt exercises in real-time based on patient performance, provide motivational feedback, and support a wide range of rehabilitation activities. It is a versatile tool that allows healthcare providers to cater to different patient needs, allowing for effective and comprehensive rehabilitative care and making it a one-stop solution for patients. Catering for upper, lower, movement and balance, patients who require attention in different areas can entirely focus on their recovery journey without being required to travel to multiple locations to receive various treatments. Whether a patient is recovering from a neurological event, such as a stroke, or managing age-related physical decline, it provides a unified platform that accommodates an expansive array of therapeutic exercises.
Implementation Timeline: The solution was implemented within three months, including setup, clinical staff training, and full integration into the daily rehabilitation programs.
Evaluation
Benefits:
Enhanced Rehabilitation Outcomes: The introduction of the RehabHub™ has marked a transformative shift in the landscape of rehabilitative care, particularly in enhancing patient outcomes across several crucial domains: mobility, balance, and cognitive functions. The improvements observed in these areas can be attributed mainly to the system's AI-driven, personalised, and adaptive approach to therapy, providing therapists with crucial information on the patient's mobility and range of motion, which allows for highly adaptable rehab protocols and treatments for different needs.
Increased Patient Engagement: The devices within the hub significantly boosted patient motivation and satisfaction, making the rehabilitation process more appealing. Implementing gamified therapy allows patients to be highly engaged throughout their sessions. As traditional therapy methods involve patients doing repetitive and non-engaging tasks, gamified therapy, incorporated into each device within the hub, gives patients motivation and satisfaction during and after individual sessions. The system helps sustain patient interest and enthusiasm throughout recovery by transforming rehabilitation exercises into engaging challenges. This increased engagement is crucial as it makes patients look forward to their therapy sessions and deeply involves them in the activities. As a result, they are more likely to adhere to their therapy regimen and less likely to abandon it.
Reduced Physical Strain on Therapists and Caregivers: By automating many of the repetitive and labour-intensive tasks associated with rehabilitation, RehabHub™ has revolutionised the role of healthcare professionals, enabling them to focus on more complex and nuanced aspects of patient care. These tasks, such as assisting patients with exercises or manually recording patient movements, can lead to physical strain and fatigue among healthcare workers. With the burden of repetitive tasks lifted, therapists and caregivers can redirect their energies towards more complex elements of rehabilitation care. This includes developing personalised care plans, monitoring patient progress with greater detail, and engaging in direct patient interaction focusing on psychological and emotional support. The ability to concentrate on these areas enhances the quality of care provided and allows for a more holistic approach to patient rehabilitation.
Contribution of AI and Digitalisation:
AI Algorithms: AI algorithms serve as the backbone of the RehabHub™, playing an indispensable role in revolutionising rehabilitation care. These advanced algorithms are essential to deeply analysing patient data, allowing for customised therapy sessions tailored to each patient's needs and response patterns. This capability of making real-time adjustments based on patient responses enhances the efficacy of treatments and significantly improves patient outcomes. Designed to process a vast array of data points collected during therapy sessions, including movement precision and patient feedback, the AI can analyse these data and identify patterns and nuances in a patient's progress and struggles, which might be overlooked in a less sophisticated setup.
Digitalisation: The digitalisation features of the hub play a pivotal role in modernising rehabilitation practices. A vital aspect of this technology is its ability to facilitate seamless patient data integration with a centre’s Electronic Health Records (EHR). Through InfinityNet™, a cloud-based system that links all devices within the RehabHub™, this capability promotes a holistic approach to patient care and significantly enhances the rehabilitation process's efficiency and effectiveness. Automating the data entry process reduces the likelihood of manual errors and increases data management efficiency in rehabilitation settings. Minimising the need for handwritten notes and manual record-keeping saves time and reduces the potential for errors in the transcription and handling of physical documents. This leads to a more reliable and streamlined process, allowing therapists to spend more time with patients rather than on administrative tasks.
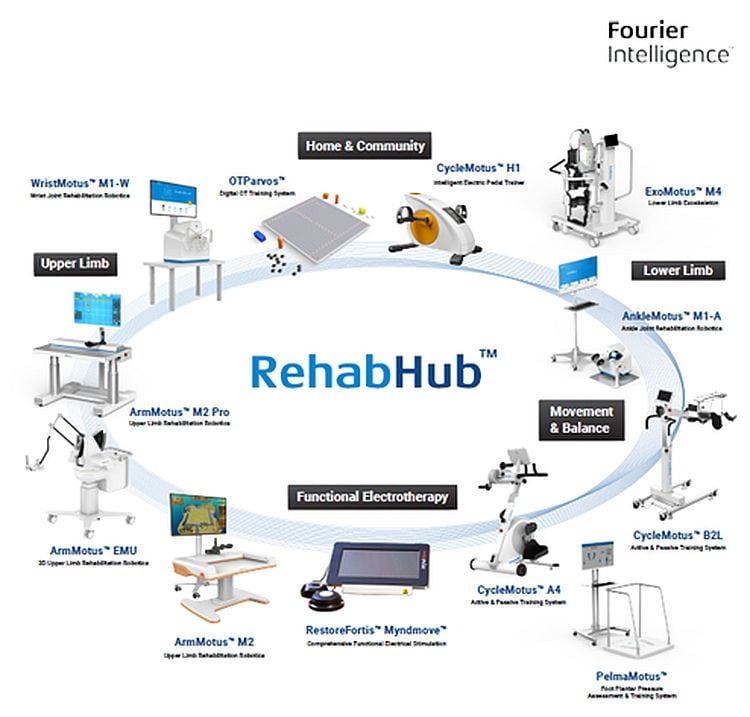
Conclusion
The successful integration of intelligent robotics and AI at the Singapore United Medicare Centre's rehabilitation facility demonstrates the transformative potential of these technologies in the geriatric healthcare sector. The RehabHub™ effectively addressed the specific challenges of geriatric care, offering a scalable, efficient, and engaging rehabilitation solution. This case study serves as a model for how innovative approaches can fulfil the needs of an ageing population, ensuring high-quality care and boosting the capabilities of healthcare providers in an increasingly digital world. Robot-assisted therapy has freed up the labour-intensive, repetitive work from the therapist, allowing them to focus on work that requires their professional knowledge, like therapy planning, prescription, and dexterous manual therapy that a robot cannot replicate. By doing that, a therapist's work efficiency has been maximised, offering more treatment sessions to the continually increasing patient populations.
Pioneering robotic Approach for Complex Assembly Process
Automated with AI
Aug 06, 2025 — As part of a development cooperation between Schaeffler and AICA, an AI-empowered automation solution utilizing Cobots has been industrialized, which, in addition to direct automation of a complex assembly process, also optimized the efficiency of automation engineering.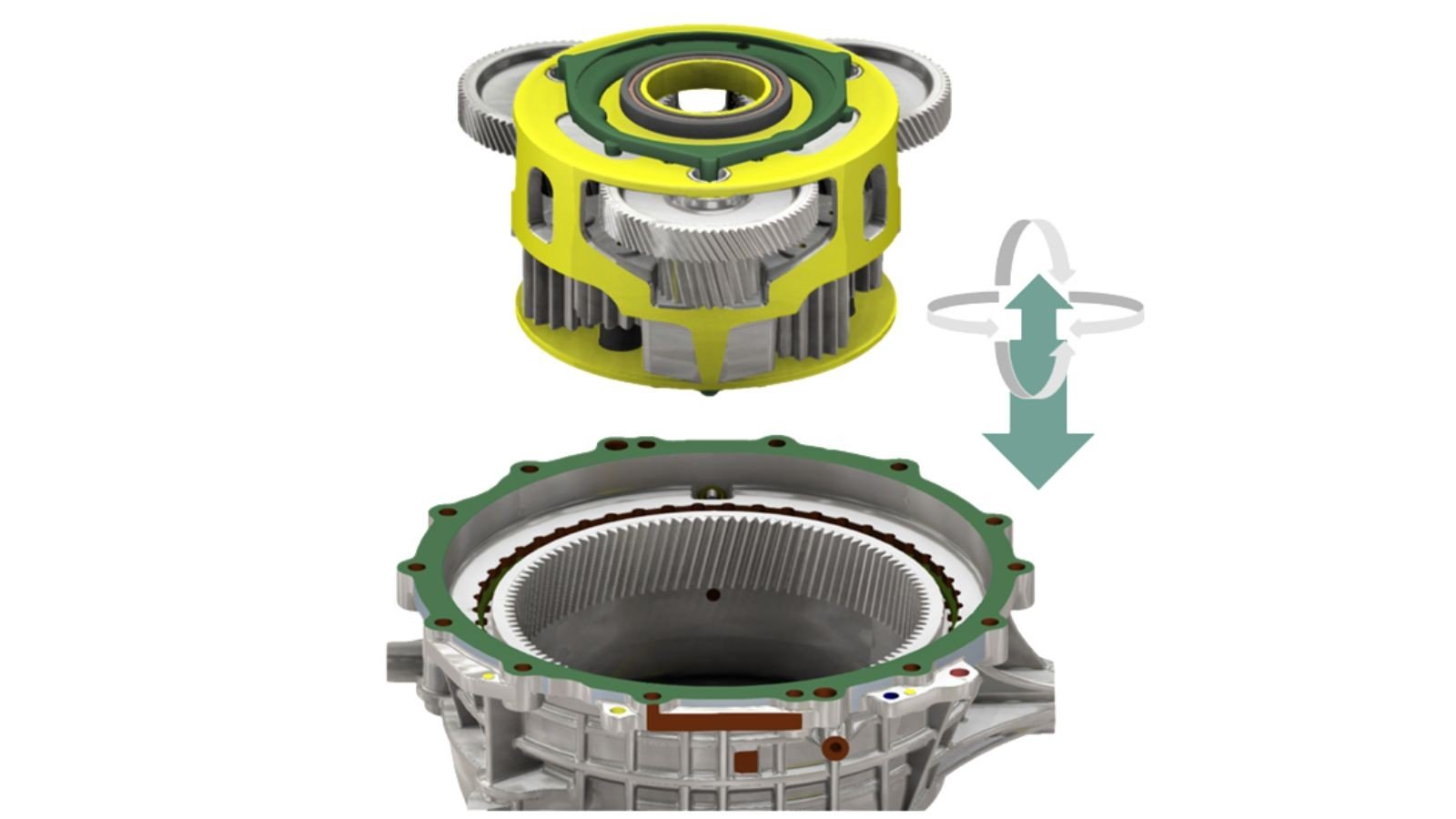
Complex gearbox assembly in the field of E-Mobility at Schaeffler - Image Copyright: Schaeffler Technologies
AICA Smart Assembly
Manufacturing companies are currently operating in a volatile market environment characterized by shorter product and technology life cycles and reinforced by a transformation towards more sustainability. As a result of the increasing scope of functionalities and degree of individualization, products as well as the associated productions are becoming more complex. Additionally, the progress of demographic change involving more and more regions globally brings further tension in manufacturing due to increasing lack of skilled employees.
New solutions in the field of complex assembly automation are necessary to accelerate the speed of adaption towards an efficient and flexible automation for cost-optimized production.
As part of a development cooperation between Schaeffler and AICA, an AI-empowered automation solution utilizing Cobots has been industrialized, which, in addition to direct automation of a complex assembly process, also optimized the efficiency of automation engineering. Within the first use case for the assembly automation of a planetary gear box in the field of E-Mobility the following key features and benefits arise.
Key Features & Benefits:
- Seamless integration with existing systems.x
- Real-time adaptation to changes in the production environment.
- Autonomous learning from force feedback.
- Improved productivity and efficiency.
- Enhanced precision and accuracy.
Gearbox Assembly Challenges
With the transformation towards system products in e-mobility and the increase of complex assembly tasks, Schaeffler strived to enhance the efficiency and accuracy of automated assembly processes to fulfill the requirements for precise assembly in a specified time. Up to now the robot automation for the assembly of gearboxes with conventional programming approaches represents a major challenge with high engineering costs and efforts in making production reliable. This is caused by the complex matching process of multiple, independently rotating and helically toothed planets with the helical ring gear of the housing. In addition, the tolerance range in weight, size and shape of the workpiece affects the process.
Ultimately, a new approach in robot programming should make it possible to overcome the challenges and implement new use cases as autonomously as possible with a minimum effort.
This is how the collaboration with AICA, a Swiss robotics company, was initiated. AICA itself is specialized in the development of software for the automation of complex assembly processes by using a reinforcement learning approach, a subfield of machine learning.
AICA's Cutting-Edge Solution
As part of the development cooperation between Schaeffler and AICA, AICA has tailored its state-of-the-art robot software to Schaeffler’s specific requirements and use cases. The software module ‘Smart Assembly’ uses real-time adaption, force feedback and autonomous learning capabilities (reinforcement learning) to optimize the assembly process. As a result, the robot independently and autonomously trains the optimum assembly parameters based on previously defined framework conditions and success criteria.
Significant benefits for Schaeffler achieved to date:
- #1 AI-empowered automation solution for assembly in series production use.
- More than 30% reduction of the development time.
- No dedicated expert knowledge required for robot programming.
- Hardware-agnostic solution.
International technology rollout and first successful industrialization in series production – Automotive E-axle assembly
As part of Schaeffler’s industrialization efforts to transfer the AI-empowered automation solution from AICA into series production, a use case in the field of e-mobility in the region Greater China was identified by the international production technology and innovation network. In cross-regional and cross-functional collaboration with the business unit and driven by the established ‘Advanced Production Technology’ function, the technology was enabled for use in series production.
The use case focuses on the automation of a helical planetary gearbox assembly, which is used as a subsystem in an e-axle drive system for electric vehicles. The challenge in the assembly process arises from the helical gearing of the three planets and the ring gear in the housing as well as the independently rotating planets (before assembly), which consequently have different initial positions themselves and in relation to each other.
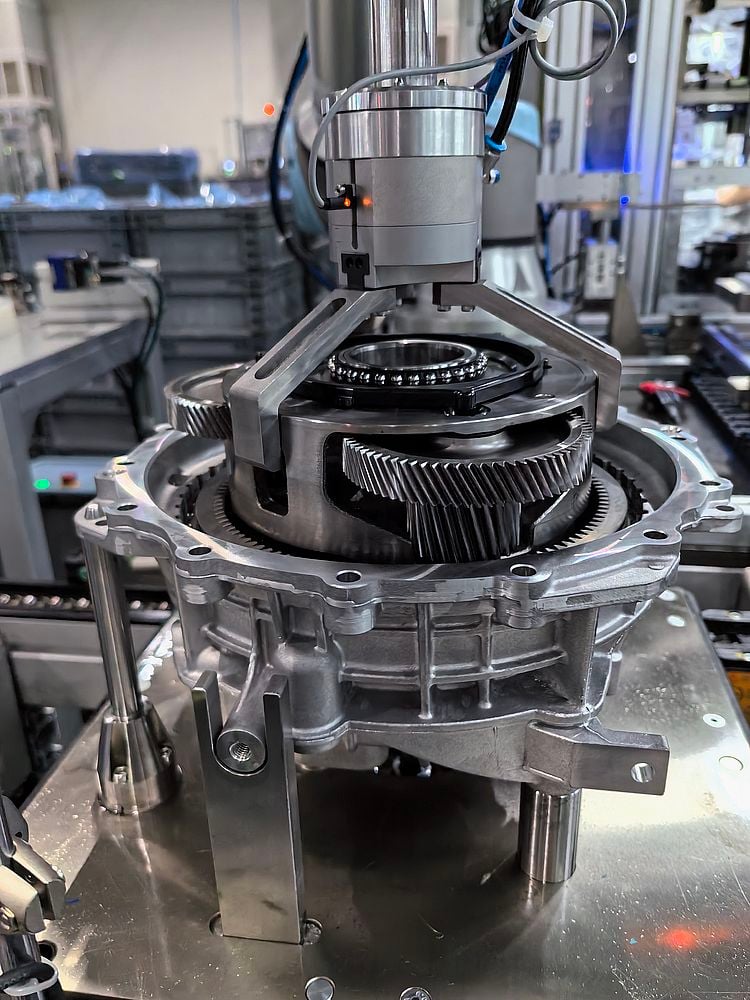
Decisive steps in the systematically structured innovation process were the core technology development and adaption to Schaeffler-specific use cases in series production, followed by an international technology rollout. In cooperation with the business unit, proof of concept was performed in dedicated innovation centers with various designs and in addition the technology was finally qualified via a long-term test lasting for several months. This also included the detailed process and progress monitoring of the use-case with a monitoring software platform developed inhouse. In the end the solution was fully handed over to production in Q4/2023.
The advantages of the AICA solution were proven in various dimensions. On the one hand, the necessity of direct operators in the production line can be reduced due to assembly process automation. In addition, the engineering efforts to generate the planet carrier insertion trajectory can be minimized by the AICA solution through the reinforcement learning approach which runs autonomously compared to conventional robot programming. Furthermore, the necessary qualification level of the engineer to generate the use-case specific trajectories is much lower in contrast to conventional robot programming which leads to higher speed in terms of international technology roll-out und multiplying of use-cases.
In conclusion, the AICA solution already offers quantifiable potential after the first months of mass production implementation, and the scaling of the technology will continue in the region Greater China as well as in the rest of the Schaeffler world based on the positive results of this first use-case.
Successful Implementation & Positive Outcomes
The success of this partnership shows that many industrial challenges can be solved using adaptive force control and learning. AICA’s modular software blocks allowed the teams to iterate and refine robot applications at a fast pace.
As part of this collaboration, the two companies have additionally implemented the solution on collaborative and industrial robots incl. evaluations and optimizations. Schaeffler and AICA are currently working on further projects with the aim of improving complex process automation in the automotive and industrial business divisions. Furthermore, AICA is developing new products as part of its long-term strategy to enable its customers to benefit from machine learning and solve some of the world’s most challenging automation tasks.
A Welder Wants a Robot
Relief wanted from difficult physical conditions
Aug 06, 2025 — At his request, a hand welding specialist working at OLEXA® is having a robotic system support him to perform certain repetitive complex tasks that are too difficult, too long, too hot, and too tiring for him to perform on his own.
The cell completes each spiral weld in four and a half minutes - image copyright: Valk Welding
Founded in 1927, OLEXA® is a family-owned company specialising in continuous presses. It has more than 2,000 machines in operation in 50 countries in Europe, America, Asia, and Africa. OLEXA® (45 employees and €8 million in sales) designs and manufactures
oil and grease extraction systems and other special industrial applications at its 4,000-square-meter plant in Arras, France. In the boiler shop, an expert welder wanted to be replaced by a robot capable of performing long and heavy tasks.
Briefly, oil extraction consists of processing oil seeds (rapeseed, sunflower, flax, soybean, cotton, hemp, peanuts, etc.) to extract the oil. OLEXA® provides turnkey units from seed receipt to storage of the finished products (oil and cake). The conditioner is an essential preparation before oilseed pressing and dehydrates the material to be processed.
The seeds are continuously spread and stirred on a tray and are heated and mixed at several coupled levels (from 3 to 12 trays per conditioner). Each circular tray contains a double skin in which dry steam circulates between 150° and 160°C under 6 to 8 bars. At each stage, a blade stirs the seeds.
The construction of these boilers is complex as each bin, 16 mm in diameter, is lined with a 12.5 mm thick plate. This is pressed at the perimeter and has several 70-mm-diameter conical lugs distributed under the heating surface. These 25-mm lugs serve as spacers between the two plates. Conditioners with a diameter of 3.7 m require about 110 spiral or "slag" plugs to connect the plates.
"Previously, our welder made each joint in five minutes, which required four days of work for a large bin in difficult physical conditions. The operator was overwhelmed by these repetitive tasks, with difficult to maintain ergonomics and difficult thermal conditions, despite the protection provided. At his request, this work is now done by a robotic installation." said Guillaume Wartel, production manager at OLEXA®.
Designed by Valk Welding, the welding robot installation combines a TL-1800WGH robot with an integrated 450A welding power source and a programmable rotary manipulator with a 5-ton capacity. The cell completes each spiral weld in four and a half minutes, or the 110 welds on a large plate in eight and a half hours with an effective duty cycle of 97%.
"At the beginning of the cycle, the quick touch system which runs through the welding wire, locates the position of each weld to the millimetre," he continued.
"We are known for the quality of our conditioners, and some have been in use for more than four decades. There is no doubt that this brand-new robotic installation will enable us to maintain this quality in the long term," concludes Guillaume Wartel.
AI advances Robotics Automation in the Home Appliance Sector
Mar 26, 2025 — In the early days of their advent, robots were only designed to undertake simple repetitive tasks. While the past decade has witnessed the utilization of Artificial Intelligence (AI) in industrial robotics, the ever-evolving AI technologies advanced robotics. Today, robots, paired with AI technologies, are undertaking demanding tasks that once could only be carried out by humans, such as assembly, dispensing, and quality control.
The Solution Layout., copyright Mech-Mind Robotics
Case Background
A company, Turkey’s Lovemark and the leader of home appliances, engages in the production of durable goods with innovative, eco-friendly, superior design and technology. It has a wide product range, including white goods, built-in appliances, electronics, small appliances, water and home heaters, and air conditioners.
At A company’s factory, the halogen detection of air compressors, the core component of air conditioners, is a tricky task because it requires the ability to repeat the same movement over and over again for several hours with exactly the same precision.
A company wanted robots to undertake this monotonous task. The benefits are apparent. Robots can add efficiency and throughput to the production line because they can work 24/7, non-stop. However, A company found that robots were still limited when conducting halogen detection.
Project Info and Challenges
Welding points to be detected in each compressor are random in size, position, and orientation. Halogen leak detection requires extreme accuracy and the workspace is quite tight and occupied with tangled condenser pipes (See Figure 1), so robots need to exactly “see” all the welding points and “understand” their surroundings, then “plan” an optimum path to avoid collisions, and thus they can finally conduct a successful inspection.
This is where Mech-Mind AI + 3D vision solution comes to play. Mech-Mind AI + 3D vision solution comprising machine vision, motion planning, and deep learning technology empowers robots with greater accuracy and dexterity, even in the face of high-precision detection and inspection tasks.
The Mech-Mind Solution
Solution Components: Mech-Mind introduced a high-accuracy industrial 3D camera Mech-Eye PRO S and AI-powered software suites–machine vision software Mech-Vision, robot control software Mech-Viz, and deep learning software Mech-DLK, paired with a UR5e robot, to optimize halogen leak detection.
The Mech-Mind AI + 3D vision solution is easy to set up and integrate and gives A company agility to handle product variations and fast changeovers. Thanks to Mech-Mind AI + 3D solution, A company has upgraded the halogen detection process, increased detection consistency, reduced waste and costs, and improved productivity.
Technical Requirements
- The 3D vision system should accurately recognize all welding points varying in position and orientation in AC condensers.
- The 3D vision system can differentiate high- and low-pressure welding points. (There is one high-pressure welding point and three low-pressure welding points in each compressor.) The former does not need to be inspected, while the latter needs inspection.
- The vision-guided robot can conduct the inspection in a tight workspace with high agility.

Technical Challenges
- Difficulty in generating high-quality point clouds: Reflections from the background can cause unwanted noises and lead to missing data in point clouds. (See Figure 3)
- Difficulty in accurate recognition: The occupied workspace increases the possibility of misrecognition. (See Figure 1) Welding points come in various sizes, shapes, and positions; welding points without detection requirements should be excluded during leak detection. A 100% recognition accuracy is a challenge for the vision system.
- High requirement on model training speed: The deep learning software needs to train models rapidly to deliver stable and accurate recognition of various welding points.
The Advantages of Mech-Mind AI + 3D Vision Solution
- Accurate 3D point cloud data: Using structured light technology, Mech-Eye PRO S Industrial 3D Camera outputs accurate 3D point cloud data, even for randomly-located welding points and compressors with dark surfaces, ensuring the precision locating of each welding point.
- Reliable recognition: Each welding point in the object image can be specially and separately identified. Mech-Vision Machine Vision Software delivers accurate recognition results of each welding point and outputs its exact positions for robots.
- Advanced deep learning software for complex vision tasks: Product and welding point variations pose a difficult challenge for accurate recognition. Mech-DLK Deep Learning Software trains models rapidly to respond to product and object variations and fast changeovers.
- Collision detection and path optimization: Mech-Viz Robot Programming Software plans the optimum robot path for precision inspection without collisions.
- Faster inspection speed: Mech-Vision filters out the high-pressure welding point based on the information of the Z-axis and sets a threshold for outputting recognition results. So it can output the recognition results of the low-pressure welding points that we need, thus optimizing the detection cycle.
- Traceability and real-time data management: Mech-Mind AI-powered software gathers data in real-time to manage detection results and review issues, thus reducing unplanned downtime and improving efficiency.
Workflow
- Mech-Eye PRO S, fixing statically, takes images of welding points and maps the surroundings.
- Mech-Vision provides the position information of all welding points for the robot at one time and guides the robot to arrive at the designated position. It ensures that the robot can conduct the halogen detection of all welding points one after another with only one data capture, optimizing inspection efficiency.
- Mech-Vision excludes the high-pressure welding point based on the information of the Z-axis and limits the recognition result number to three.
- The vision system identifies the positions of welding points based on 3D point clouds. Then the vision system calculates the distances between the welding points and the compressor center to filter the high-pressure point. (See Figure 4)
- Mech-Viz plans the optimal path for robots to understand complex environments and avoid collisions.
- Robots carry out the halogen detection of welding points.
- Once the end effector detects leaks, the system will trigger the alert, and the degraded product will be sent for repair.
- Repeat the procedures above until all compressors are detected.

The Results
- 100% recognition accuracy: Machine learning and deep learning algorithms enable the accurate recognition of welding points of almost all sizes and positions.
- Vision time (image acquisition + vision processing for 4 welding points) < 4 s: Industrial robots can conduct the halogen detection of more welding points per minute.
- Optimized cycle time: The built-in intelligent path-planning and collision detection algorithms plan the optimal path for robotic operation and thus improve the cycle time.
The Outcomes
AI technologies, including Machine Learning, Motion Planning, and Deep Learning, give traditional robots human-like functions. AI enables robots to use machine vision, control motion, and detect collisions to deliver a better performance in halogen detection. The integration of AI, 3D vision, and robots brings numerous benefits to A company.
- Increased inspection efficiency: Integrating AI technologies into industrial automation optimizes halogen detection. With improved detection consistency and precision, A company has increased productivity and thus yielded more profits.
- Lowered costs: Thanks to advanced AI technologies, such as deep learning, A company has handled product variations and fast changeovers without re-programming robotic applications, reduced unplanned downtime, and thus saved costs.
- Improved reliability: In a complicated industrial environment, Mech-Mind AI + 3D solution helps A company reduce the risk of on-site accidents. The robot, paired with AI technologies, can sense obstructions along its pre-programmed path and movement. In A company’s factories, robots can avoid collisions with objects and surroundings while conducting halogen leak detection.
AI for Multiple Challenging Tasks
Empowered by advanced vision technology and AI-powered software, robots are finding their way into unchartered territory, including random bin picking, assembly, and inspection. Mech-Mind is doing its best to push AI technologies to the limits and create robotics that fit seamlessly into more demanding industrial applications.
Case Studies / Industrial Robots / How Connected Robots are Transforming Manufacturing / AI in Robotics
How AI is Transforming Robotic Welding Programming in Metalworking Sector
Smart Welding - Success Case History
Mar 25, 2025 — Roboteco-Italargon, specialized in the development of cutting-edge robotic systems for the General Industry and Automotive sectors, has steadily expanded its presence in the welding robotics market over the past thirty years.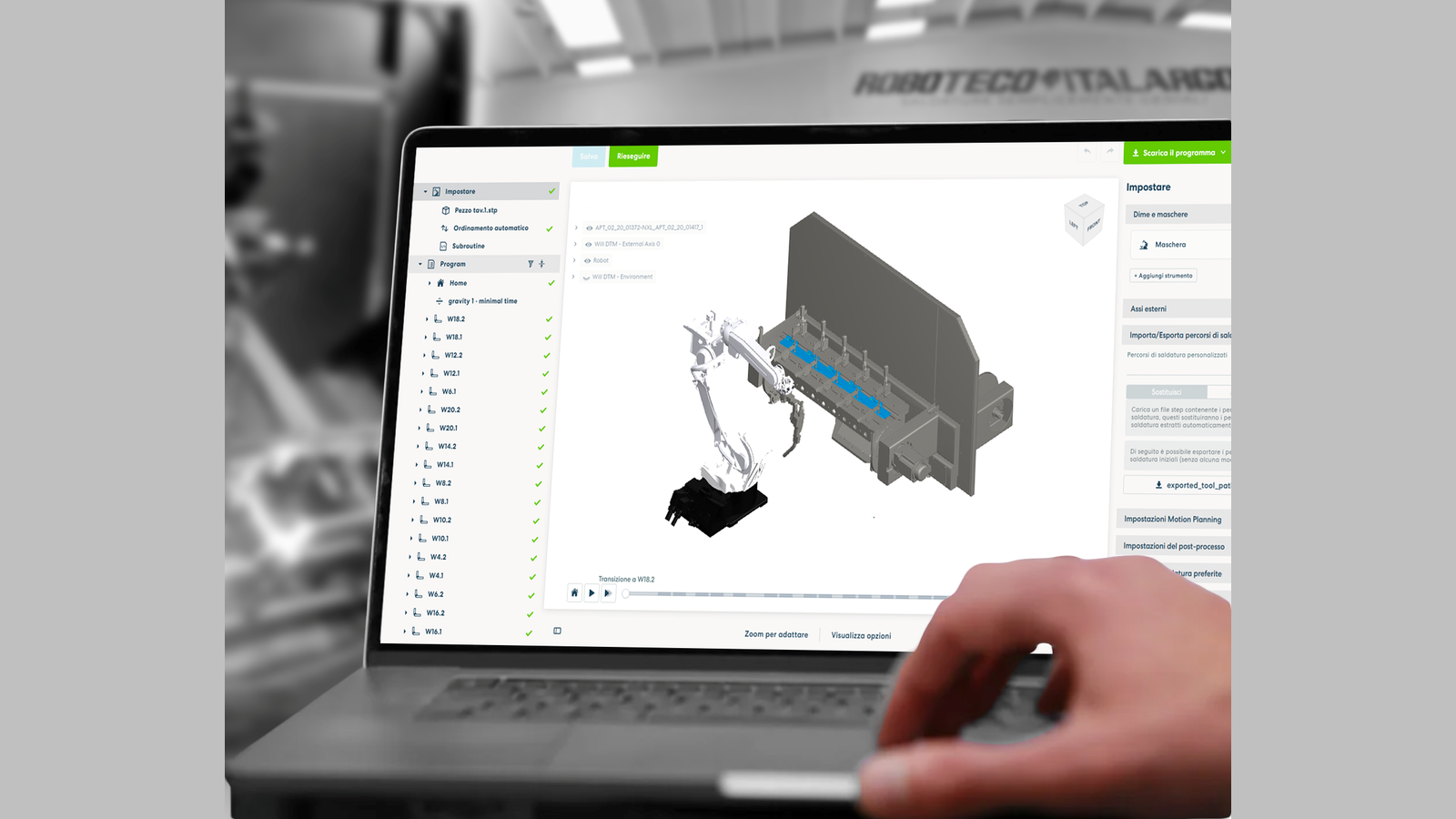
GeniusWeldPro (GWP) programming system copyright Roboteco
For three decades, it has been the exclusive distributor in Italy and, more recently, in Spain of Panasonic. multinational's anthropomorphic robots, both for arc welding and laser welding processes. By leveraging the most advanced software from its Japanese partners, Roboteco-Italargon is able to offer companies the best technological solutions and design customized systems tailored to each client’s specific needs.
The flagship of Panasonic technology, still unmatched nearly 20 years after its introduction to the global market, is TAWERS (The Arc Welding Robot System), an exclusive system that completely revolutionizes the concept of robotic welding.
Unlike conventional systems, where the robot’s CPU and the welding machine’s CPU communicate to execute welded joints, in the TAWERS system, a single CPU oversees and synchronizes all the elements involved in the welding process: the robot, the welding machine, and the wire feeder. This means that the robot controller has real-time access to all process variables.
Successful Case History
A recent application features Nexlam S.r.l., a young, dynamic, and technologically advanced company located in the heart of the industrial area of Castel Goffredo (Mantua), with over seventeen years of experience in metal sheet machining of stainless steel, carbon steel, aluminum, and brass. In a short time, it has enhanced its know-how and resources; its staff’s expertise ranges from laser cutting to punching, as well as mechanical machining, bending, welding, finishing, and assembly.
The welding and spot welding department, equipped with 10 workstations, is highly specialized in assembling all types of sheet metal components using MIG, MAG, TIG, and resistance spot welding technologies. Nexlam S.r.l. is undoubtedly a key player, capable of delivering high-quality, technologically advanced products. In its sector, metal fabrication, where efficiency and quality must go hand in hand, the company faced the need to optimize its production process. Specifically, the goal was to reduce the reliance on skilled operators for repetitive welding operations, allowing them to focus on more strategic activities. This need became even more pressing in a context marked by a growing shortage of specialized labor, a challenge affecting many companies in the industry.
Given this scenario, the company decided to explore automation solutions that could enhance productivity without compromising work flexibility.
Drawing on its experience and with a forward-looking approach, Nexlam S.r.l. identified the WILL (Welding Innovative Light Line) mini welding cell, offered by Roboteco-Italargon, as the ideal solution to meet its needs for efficiency, flexibility, and automated process management. This system proved to be the perfect tool for maximizing productivity and improving the quality of welded joints. Additionally, thanks to its compact dimensions (3.2 x 2 m), it was easily integrated into the workshop without requiring a reorganization of the production layout, ensuring a more efficient use of space.
The chosen mini welding cell model features a dual turntable with a manual station switch, enabling optimal welding operations management. The 600 mm rotation enhances flexibility and precision in component positioning. With a 1000 mm distance between fixture pin-pin and a payload capacity of 150 kg, the system can handle large workpieces, ensuring high capacity and versatility in production.

An added value of this compact solution is undoubtedly the presence of a Panasonic anthropomorphic robot equipped with the renowned TAWERS technology.
WILL stands out for its ease of use, offering a “ready-to-weld” setup simply by connecting the utilities. Its quick palletization and easy transport make it a practical and versatile solution. Additionally, the integrated Panasonic system enables precise control of welding parameters, ensuring optimal management of every stage of the production process.
In line with its Smart Factory 4.0 vision, Nexlam S.r.l. has enhanced its Panasonic robot-equipped mini welding cell by implementing the advanced GeniusWeldPro (GWP) programming system. This cloud-based software leverages Artificial Intelligence and generative algorithms to optimize the programming process.
The main reasons behind Nexlam S.r.l.’s decision to integrate GWP were twofold: the ability to significantly reduce welding robot programming times and the user-friendliness of the software, making it accessible even to less experienced personnel with minimal training.
This tool, used daily at Nexlam S.r.l., employs AI to analyze 3D CAD models, automatically identifying optimal weld joints and suggesting the best operational sequences to reduce cycle times. Thanks to GWP, the company has improved weld quality and achieved greater efficiency with a smoother, simplified workflow.
Operators upload the 3D CAD model directly into GWP, which autonomously generates the robot’s welding positions and transitions. In just a few steps, they can transfer the results to Panasonic’s DTPS (Desktop Programming & Simulation System) software, sending the carefully developed program to the robot, ready for execution. DTPS enables offline creation and modification of programs and direct CAD data import. With its collision detection and welding time calculation features, it maximizes process efficiency and safety, providing tools for motion sequence creation and optimization without halting production.
Confirming the strength of this investment, the client had the opportunity to test the system through practical trials conducted by specialized technicians at the Roboteco-Italargon Technical Center in Genoa. These tests demonstrated the quality and efficiency of the solution.
For its first investment in an automated welding system, the Mantuan company sought a cost-effective solution that would allow it to experiment with automation. The “Will and GWP” plug-in solution enabled Nexlam S.r.l. to gain greater versatility, efficiently managing even small production batches. This, in turn, allowed the company to enter sectors with high-quality standards and repetitive production, such as road transport manufacturing. With this solid foundation, the company can look to the future with prospects of further technological advancements and enhanced competitiveness in the industry.
The partnership between Nexlam S.r.l. and Roboteco-Italargon has proven to be the perfect fusion of vision and innovation, demonstrating how technological choices can drive progress while embodying the philosophy of the Mantuan company: "It's written Nexlam, it's read the future of sheet metal." This principle is reflected in its constant commitment to optimizing production processes and adopting cutting-edge solutions, opening new growth opportunities and generating value with a forward-thinking approach.
The photovoltaic industry contributes to global sustainability
Committed to the green and sustainable development
Mar 10, 2025 — Photovoltaic are green energy sources because they don't produce greenhouse gases or hazardous waste. As the world pays more and more attention to environmental protection, the application of photovoltaic power generation becomes more extensive.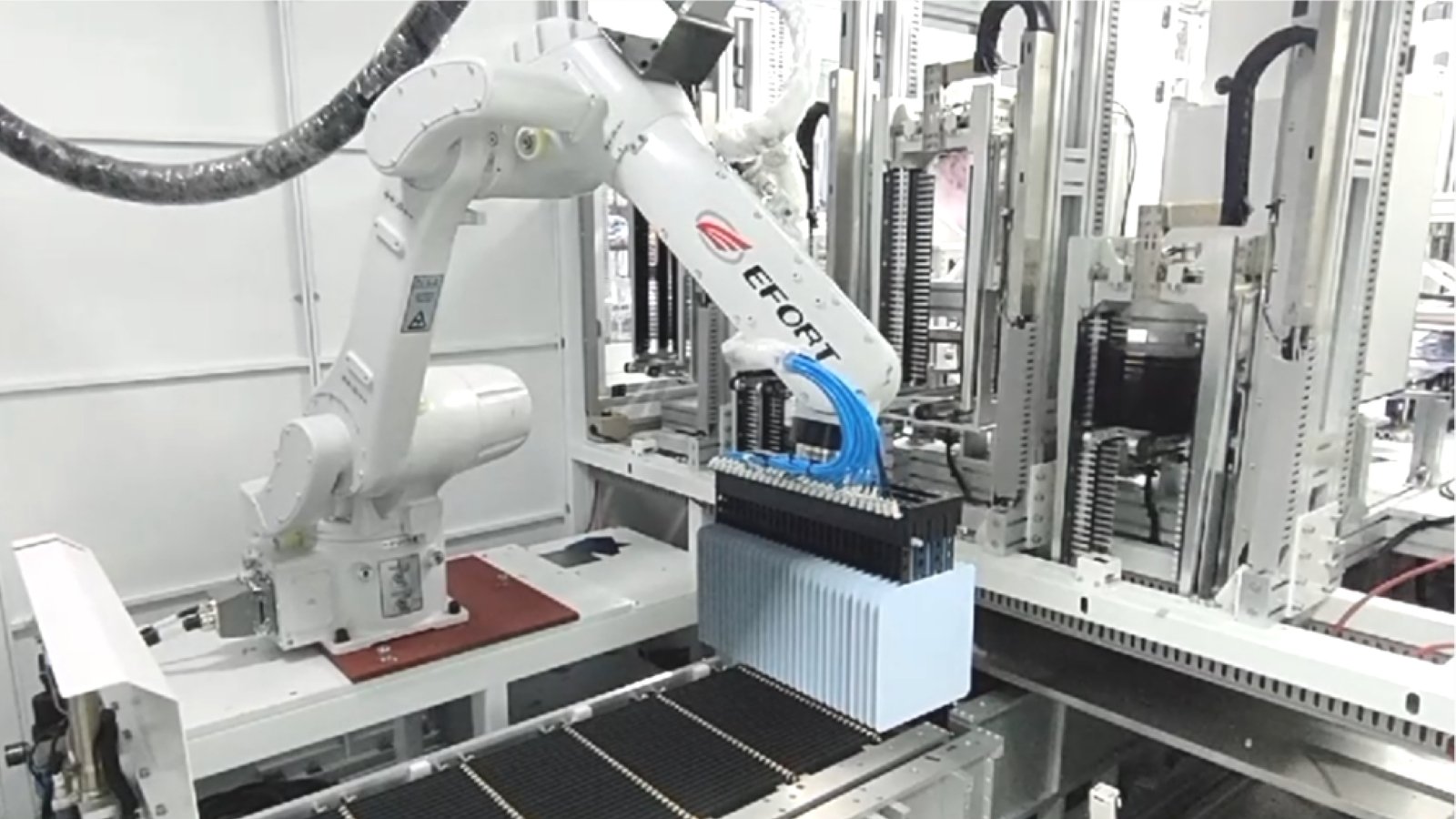
In the process of PECVD coating, using EFORT ER15 - 1400 to handle expensive and fragile silicon wafers can significantly reduce fragmentation rates while increasing production capacity © EFORT
According to the United Nations Framework Convention on Climate Change, the photovoltaic industry can generate about 7 trillion watts of electricity per year, which can meet the needs of about 70% of the world's homes, businesses and governments. The rapid development of the photovoltaic industry has promoted the progress of photovoltaic technology and materials, and the environmental and economic benefits it brings have gradually become prominent. Nowadays, the photovoltaic industry has become one of the fastest growing, most promising and most cost-effective sectors in the global energy sector.
Photovoltaic manufacturing process and customer pain points
The thin photovoltaic cells are multi-layer structures, more complex than they seem. To complete the transformation from the most basic silicon material to the final photovoltaic cell module, it roughly needs to go through the main process processes such as industrial silicon, polysilicon, silicon wafers, cells, and modules. They're produced with hundreds of processes. High manufacturing costs once became the main reason for the slow spreading of photovoltaic. The challenges of downstream applications encourage upstream photovoltaic and equipment manufacturers to continuously improve the process, improve production efficiency and yield rates to reduce production costs.
Photovoltaic solutions (cell chip insertion)
PECVD coating is the core process of photovoltaic cell manufacturing. At the manufacturing site of TONGWEI Solar, the silicon wafers are stored in the graphite boat and enter the PECVD device port through the conveyor track. After receiving the sensor signal indicating that the graphite boat is in place, the EFORT ER15-1400 robot uses a special pneumatic clamp to accurately grab out and insert the silicon wafers between the graphite boat and the feeding mechanism.
To achieve better production efficiency, this seemingly simple "loading and unloading" action must be completed in the shortest cycle time and ensure that the expensive silicon wafers that have completed most of the process are intact, which will face many challenges:
- The compact layout of the production line and the limited movement space inside the equipment require more flexible posture;
- Silicon wafer is thin and brittle, easy to fracture, needs more accurate positioning accuracy and stability;
- Extremely clean working environment requires higher protection levels of robots.
The robot directly touches the silicon chip in the process of inserting/taking operation, and the previous achievements will be wasted if there’s a slight mistake, which puts forward higher requirements for the working rhythm, stability and accuracy of the inserting robot. Since Chinese industrial robots started late, domestic enterprises are relatively weak in the accumulation and application experience of robot core technology, therefore, domestic photovoltaic manufacturers once relied on imported products from internationally renowned robot manufacturers in this process. Based on the premise of sufficient market analysis and technical demonstration, ER15-1400 has achieved great performance in many user sites once launched. The users find that this Chinese domestic brand robot can meet the requirements of the working rhythm while running stably, and has better economy.
High protection is the basic requirement for robots in PECVD coating process environment. The product manager of ER15 described: "This product is completely enclosed in its shape of the design, its joint applies a unique double sealing technology, the wrist part reaches IP67 protection level, these measures can effectively avoid the leakage of internal lubricants caused by pollution losses, and also avoid the acidizing fluid during the operation of the robot life." ER15-1400 can be flexibly installed, in addition to the traditional ground installation method, it can also be integrated on the top and both sides of the equipment. It can fully achieve the handling operation of the silicon wafer between two graphite boats and equipment, combined with EFORT TMOVE (time optimal trajectory planning control algorithm) technology, which is a strong guarantee of stable and efficient production capacity.

"Accuracy and stability" are two very important technical requirements of the inserting process. The gap between the silicon wafer and the card slot in the graphite boat is as thin as hair. Considering the possible fixture tolerance, it is necessary to ensure that the trajectory repeatability of the robot is at least within 0.15mm. The highly rigid body design and EFORT's advanced robot motion control algorithms ensure that the robot's joints and arms maintain a good and smooth operating posture during the start, stop and high-speed operation, whether horizontal or vertical. The fixture can be accurately and smoothly inserted into the gap between the silicon wafers without any subtle shake, and the silicon wafers do not scratch when inserting into the narrow card slot of the graphite boat, thus ensuring accurate and stable insert work.
Pass along from customer trust and good reputation, ER15-1400 has gradually grown from a "strong novice" to a star product in the field of photovoltaic insert.
Cobots boost production 200% on welding and 600% on machine tending
Nov 04, 2024 — Ohio-based metal fabricator Raymath turned to Universal Robots to automate complex TIG welding, as well as MIG welding and CNC machine tending applications. The company’s new cobot applications significantly expanded production and helped Raymath meet customer needs, delivering ROI in less than 12 months.The business transformation
"Customers want to have fewer suppliers," says Greg LeFevre, CEO and President at Raymath. "So instead of a hundred suppliers, they would like to have ten that can do more. We wanted to satisfy those needs." LeFevre knew automation would be key to meeting Raymath's expanded productivity goals, but his experience was in high-volume, low-mix manufacturing: "It was very easy to automate when you make millions of a specific part. Moving into the fab-shop, sheet metal-type business, we're now looking at a large number of different parts, but in much smaller volumes," he explains. Because traditional automation doesn't lend itself to high-mix, low-volume, Raymath needed a much more flexible approach.
When the Raymath CEO found a UR certified systems integrator, THG Automation, close by, THG invited him to bring parts and get hands-on with the company’s UR cobot-based MIG welding system.
“Within the four hours that I was there, we programmed 20 weld points,” says LeFevre. “I was actually practicing and sampling on the parts that I was going to make. It proved to me without a doubt: if I can program this in four hours and actually have my parts running, this can work in our shop. I wrote the purchase order that same night.”
How they did it
In short order, Raymath installed four cobot welders from THG, handling MIG welding. Two robot operators now typically run two THG welding cells each. “The operators will typically run one robot, hit start, and while that one’s running, they’ll be loading the other one, and then will just jump back and forth,” says Raymaht’s robotics specialist, Nick Ogle. “Seeing all four cells run at the same time is pretty gratifying, knowing you’re pushing that much product out the door that much faster.”
Revolutionizing productivity
The cobots handle hard-to-staff processes with half the number of operators, and weld at twice the speed, resulting in 4X productivity improvement.

Raymath also turned to UR for its machine tending automation needs, adding the UR cobot-based ProFeeder machining cells from ProCobots to its two 3- and 5-axis Hurco CNC machines.
“We get 24 hours of machining time where we’ve never been able to get that before,” LeFevre states. That lights-out processing gives Raymath more than a 600% productivity boost in machining, getting double the hours with the same number of workers. This is especially important when workers—especially for third-shift work—are in short supply.
Expanding horizons triumph in overcoming welding challenges
Raymath can now take on business the company never had the manpower and the ability to do before. “Now that we can meet all of our customers’ needs, they are less like to go to a competitor who might also gain future business. It’s extremely valuable,” says LeFevre.
Complex aluminum welding was one of Raymath’s biggest challenges for growth, as it was all TIG welded by hand with precise welds on top and underneath, with difficult angles and heat settings, and multiple moving parts. After seeing success in MIG welding, LeFevre approached THG Automation for a TIG solution. “Once you get the precision and everything down, the THG unit can make a very, very good TIG weld, and can do it anywhere from two to six times faster than doing it by hand,” says the Raymath CEO.
Elevating excellence
For one aluminum part, the UR-based THG welding system has reduced weld times from 15 minutes per part manually to five to six minutes per part; for another, weld times shrunk from three to four minutes each to 30 to 40 seconds. While automated MIG welding can be applied to many different materials and applications, it may be difficult for manufacturers to justify two systems, especially at low volumes. With the THG cold wire feed push/pull TIG system, Raymath can weld both stainless and aluminum parts with the same system.
Precision and speed unleashed: UR Cobot revolutionizes TIG welding
The dexterity of the 6-axis UR cobot has dramatically increased the speed of the TIG welding process. “Before, the welder had to manually rotate and manipulate the fixture,” says a robotics specialist at Raymath, Nick Ogle. “Now the robot moves instead of the part moving, which means we can weld anywhere from two to six times faster than doing it by hand.”
Unleashing innovation: UR Website empowers with resources and simulators for efficient URCAP development
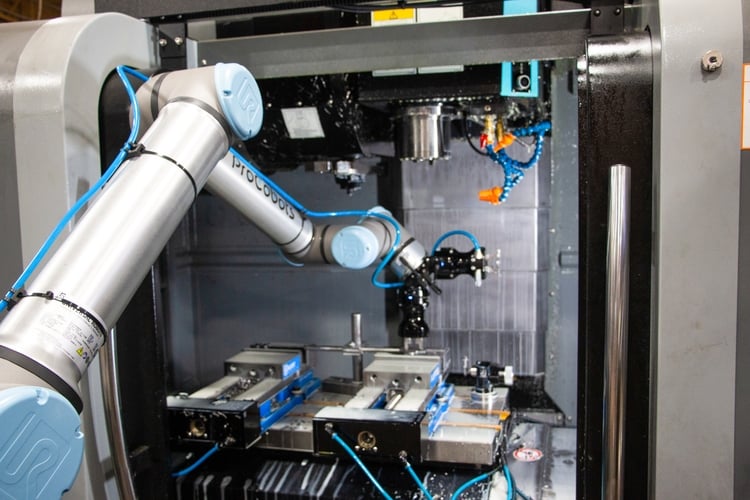
Beyond welding, Raymath also turned to UR for its machine tending automation needs, adding the UR cobot-based ProFeeder machining cells from ProCobots to its two 3- and 5-axis Hurco CNC machines.
Versatile welding mastery
The welds Raymath produces with the UR cobot-based TIG and MIG weld systems from THG Automation can vary from linear welds to circle welds to weave welds, uphill, downhill, and horizontal with the thickest material being up to about half an inch. “You can really do any position or kind of weld that you need to,” says Nick Ogle, robotics specialist at Raymath. “We can do circle welds now without stopping.”
Unlocking flexibility and simplified fixturing
With the UR cobots deployed in four weld cells, Raymath can have fewer people attend multiple units. “Other robots we looked at we had to fixture it to the nth degree, but we couldn’t justify building fixtures for all the different parts we have,” says Raymath President, Greg LeFevre. “With the UR cobots, we can simply put them on a welding table with minimal manual fixturing.”

Welding versatility
This ease of use is a key element of the THG design.
With UR’s open platform, THG Automation was able to create a customized robotic welding system with their own software embedded on the UR cobot’s own teach pendant, making the cobot welder easy to use, even for operators without previous robotics experience. Ogle, a manual welder by trade, simply moved the robot arm where it needed to be for the weld, and at the correct angle, using the teach pendant to save the point.
“UR and THG is the first time I’ve ever used collaborative robots, and I was very surprised at the ease of use,” says Ogle.
While THG provides one to three days of training for new systems, “A lot of times our customers will already have an application running in the welding before we even show up,” says THG Automation’s CEO Matt Hendey.
“When they call us down the road, it’s not about, ‘How do we make this thing still work?’ It’s about ‘Now I know how to do all this stuff, I want to get into the more advanced functionality of it.’”
UR10 Robots Revolutionize the Painting Process
Oct 31, 2024 — Brandt A/S, a well-established Danish company with over 60 years of experience in the painting industry, has taken a significant step towards innovation by implementing UR10 cobot solutions in its production process to achieve consistent quality and increase efficiency. With technology from UR+ partner Nordbo Robotics’ Mimic software, the robot can replicate the operator's movements one step at a time, then execute them with unprecedented precision. The implementation of the cobots has transformed the way the company handles painting tasks, leading to significant improvements in productivity and quality.
© Universal Robots
The business transformation
When Brandt A/S began its journey more than six decades ago, it specialized in car painting. Over the years, their tasks expanded to include industrial painting, and eventually, they became experts in powder coating.
Despite Brandt A/S's high quality and consistency standards, the company faced challenges with the manual painting processes that weren’t always able to deliver the accuracy and consistency the company aimed for. This initiated their search for possible automation solutions. "We have been searching high and low for robots that we could use in our touch-up department," says CEO of Brandt A/S, Rene Damgaard Hansen.
With the introduction of two new UR10 cobots in their powder coating process, Brandt A/S has been able to achieve an unprecedented level of accuracy and consistency. These robots can perform touch-up tasks that were previously difficult for manual operators to execute with the same precision. This integration of robotic technology has not only improved product quality but has also increased productivity by freeing up employees for more complex tasks.
How They Did It
Before the introduction of the cobots, employees performed manual spray painting 24/7. Now, Brandt A/S uses the Mimic technology from Nordbo Robotics that via a pose tracker sensor records the painters' movements and transfers them to the cobot, which performs touch-up tasks with unprecedented precision. The cobot works closely with operators and is designed to mimic their every move.

Universal Robots’ cobot is integrated with Nordbo Robotics programming unit and G.A. Hansen's Gema powder box. This enables seamless communication between the robot and peripheral equipment, resulting in consistent quality from run to run. Operators can easily create programs on the line track, and the cobot automatically detects the start of each item, ensuring continuous and efficient production.

"We started with two robots, but we also have other platforms where we need to implement them because we believe robots and digitization - that’s the future." noted Rene Damgaard Hansen, CEO of Brandt A/S
With the UR+ ecosystem, Brandt A/S has access to a wide range of components, software packages, and applications tested to seamlessly integrate with UR cobots, including Nordbo Robotics' Mimic software. This has enabled operators to program the cobot intuitively without needing in-depth technical knowledge. "We have taken the spray gun that the operators normally use and made it possible for them to program the robot just as they would usually use the spray guns," says CCO at Nordbo Robotics, Sabina Kethelz, emphasizing the user-friendly approach and minimal need for operator interaction, highlighting Universal Robots' focus on delivering a comprehensive and accessible automation solution. The system is also approved for Zone 22 with extended ATEX approval, which is an EU directive that the system complies with.
"In fact, you don't need to have a particularly large batch before it makes sense to implement a painting robot. And it doesn't require extensive training to use the robot" says Sune McDonald Bertelsen, Country Manager, Universal Robots.
Application of Autonomous Mobile Robots (AMRs) in the Front Section of Lithium Battery Factories
Oct 31, 2024 — IPLUSMOBOT recently collaborated with a company in the lithium battery industry. IPLUSMOBOT deployed an integrated hardware and software solution in the production workshop. This project helps operators handle repetitive tasks, ensures clean internal environments, significantly enhances factory automation, and meets the client's input-to-output ratio requirements.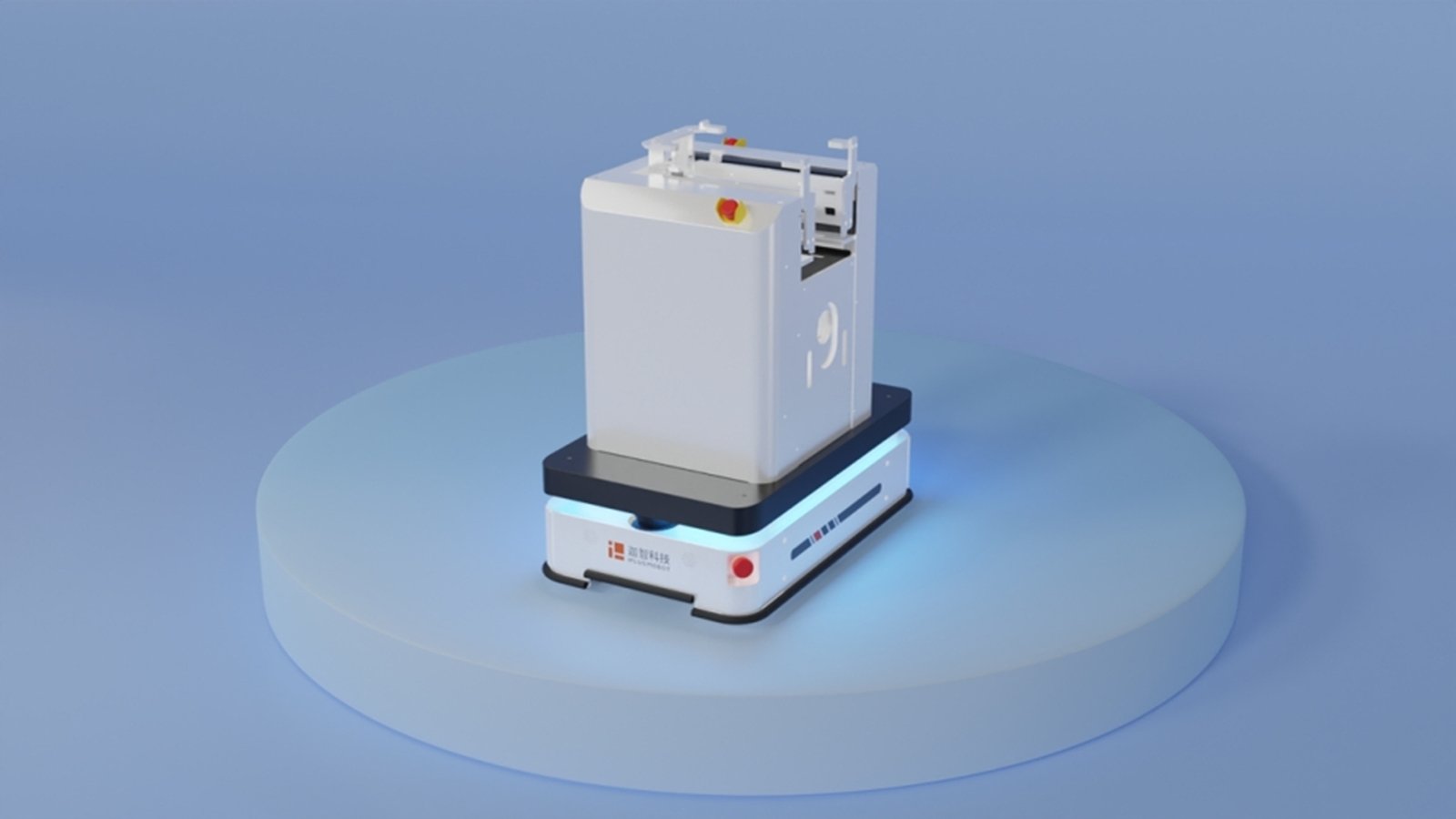
IPLUSMOBOT Cartridge-handling AMR
The client is one of the new energy industry giants, previously relied heavily on manual labor for material transfer and loading/unloading between various processes. As we know, high precision is required for AMR operations. Additionally, the factory logistics involves high-frequency handling, mixed human and vehicle traffic, narrow spaces, and frequent interactions with air showers and lifts, which demand high safety and stability performance from the AMRs.
Based on the actual layout and process requirements of the user's factory, IPLUSMOBOT developed a flexible, highly efficient intelligent manufacturing logistics solution. This solution includes multiple types of AMR carrying different materials in the battery production process, and with CLOUDIA Fleet Management System achieving On-Demand delivery, auto-charge and storage buffer management.
The CLOUDIA Fleet Management System seamlessly integrates with the user's WMS and MES systems, automatically receiving and dispatching task information. Different types of AMRs operate efficiently in a mixed tasks without human intervention, achieving digital, automated, and intelligent logistics throughout the handling process.
In the factory's rolling and cutting workshop, after material processing, the materials are placed on turnover racks. The CLOUDIA system issues task information, calling the standard AMR to receive the materials. The AMR autonomously positions the empty rack,docks and turnovers the full rack through roller shutters, air showers, and corridors to the first floor. It places the full rack at the designated receiving location and updates task execution status to the MES system in real time. The AMR then returns to receive the next task or follows the setting for charging, standby, or waiting for the next task.

Several Omnidirectional Cantilever Forklift AMRs are deployed in the coating and slitting sections for automated handling and logistics delivery of electrode rolls. The application of this AMR robot solves the industry problems of large load, high precision requirements and the need for a lot of manual assistance in electrode rolls loading and unloading scenarios; The AMRs use vision and laser fusion navigation technology to achieve ±5mm high-precision docking with onsite equipment and storage positions, meeting the user's production process requirements. Multiple safety measures ensure safe operation in narrow workshop passages.
Over ten cartridge-handling AMRs are used for loading, unloading, and buffering in the stacking area, ensuring autonomous transport and return of lamination cartridges. These AMRs dock with loading and unloading platforms with ±1mm precision, automatically moving full cartridges to the next stage and retrieving empty ones for return. In some workstations, the AMRs operate in narrow spaces, docking with machines in a confined 1,301mm aisle, handling loading and unloading tasks autonomously and efficiently. They communicate their status in real-time with equipment like air shower doors, elevators, and buffers, navigate through more than ten air shower and roller doors, operate seamlessly in mixed human-vehicle traffic, and autonomously call elevators to move between floors. The AMRs switch between visual and laser navigation based on the conditions on-site.
In the user's workshop, all AMR models work collaboratively through cross-map traffic management. This makes material information fully traceable, enabling data-driven reports for analyzing production bottlenecks and achieving lean manufacturing. This intelligent logistics solution has improved the previously cumbersome and chaotic manual handling processes, to reducing costs and increasing efficiency. Practical calculations show that the AMR deployment saves the workshop nearly 2 million yuan annually, eliminating the need for eight cartridge-handling trolleys. This meets the high-frequency material turnover requirements, significantly improving the timeliness and accuracy of logistics distribution and boosting production efficiency.
Welding cobot in use at Stöckl Maschinen- und Gerätebau
Aug 06, 2024 — For Stöckl Maschinen- und Gerätebau in Schliersee (Germany), the moment finally came when a neighbouring customer placed a large-scale order: this prompted the company to venture into robot-based welding – with a Weld4Me cobot complete cell by Yaskawa.
Sky loungers by Holztec-Leitner © Yaskawa
Success came literally overnight for Holztec-Leitner based in Schliersee in Upper Bavaria: no sooner had company boss Franz Leitner placed his self-designed, hand-made swing and relaxation loungers made of larch and spruce in an online shop, the first orders started to come in. And numbers have been growing ever since: subject to copyrighted design throughout Europe, the Himmelsliegen (“sky loungers”) are no longer just at home on the banks of Lake Schliersee but on numerous terraces and in gardens and parks as far afield as Mallorca and Italy.
After the initial surprise, Holztec-Leitner quickly realised that a partner was needed to supply the high quantities required on an ongoing basis. The partner was to take over production of the high-quality pivot mounts made of solid metal: the sky loungers are not only attractive and comfortable, they also rotate by 360°.
Successful collaboration
In his search for a suitable specialist, Franz Leitner first tried his luck on his own doorstep in Schliersee – and found just what he was looking for at Stöckl Maschinen und Gerätebau GmbH. “That’s how it all started,” says Kamil Kowalski, one of two Stöckl managing directors, looking back on the beginnings of this successful collaboration.
Established in 1989, the company specialises in the manufacture of welded and assembly components made of steel, stainless steel and aluminium. These are used in traditional machine and device construction, but also in railcars and special vehicles, for example.
Before the enquiry came in from Holztec-Leitner, however, the sophisticated designs were usually only produced in small batches and predominantly by hand. At the end of 2020, Kamil Kowalski and his colleague Christian Strobl took on the challenge of putting together several hundred pivot mounts per year by means of welding – or rather: automated welding. What was needed was a compact robotic welding system that was both quick to commission and easy to operate.
Cobot welding cell as a solution
Yaskawa’s Weld4Me cobot welding cell proved to be the ideal solution: it is a compact unit that combines the advantages of a collaborative robot and a simple user interface with professional welding functions. With its decades of experience, the manufacturer is thus able to provide small and medium-sized companies that have previously welded by hand with an optimum way of moving into automated robot welding.

The cell went into operation at Stöckl Maschinen und Gerätebau at the beginning of 2022. As an optional extra, it is equipped with magnetic holders instead of the usual clamping devices. “The cut-to-size profiles are simply inserted and fixed in place magnetically at the touch of a button,” says Kamil Kowalski. “This ensures the components are always in exactly the same place.”
Specifically, the Weld4Me cell consists of a Cobot HC10DT IP67, a YRC1000 controller with functional safety unit (FSU), a welding table, a glare shield and other optional features, as well as extensive functions for MIG/MAG welding. The collaborative robot is designed to meet the requirements of protection class IP67, so it is resilient to welding splashes during the production process. The comprehensive welding package that comes with it consisting of power source, cable package, wire feeder and welding torch is available from numerous well-known manufacturers. Yaskawa now also offers this compact cobot welding solution as a CE-capable Weld4Me CE complete cell.
Programming via Teachbox or manual guidance
The complete cell takes into account the requirements of human-robot collaboration in terms of risk assessment and ensures safe welding operation thanks to the safety set-up. This means that the robot can be set up directly without a fence using integrated torque sensors. As soon as the curtains are closed, it operates in industrial mode.

So even more complex welding tasks can be programmed on the HC10DT IP67 in two alternative ways: in conventional fashion using a programming handset (Teachbox) or by manually guiding the cobot arm (Direct-Teach). Stöckl Maschinen und Gerätebau currently still favours programming via Teachbox, but Managing Director Kamil Kowalski appreciates the Cobot-specific option of hand-guided programming, too. This is because it is easy to move the collaborative robot into new welding positions by manually guiding it, and these positions can be programmed on the simplified “Welding Wizard” user interface. Practical control buttons on the flange also make it easier to programme the welding job. Once the programme has been created, the robot path can be checked again on a dry run before the robot gets to work on the welding. There is no need to learn complex programming environments, so that leaves more time for the actual welding process. This solution is particularly suitable for small batch sizes and a wide variety of products, since it minimises the effort required to change over to a new part.
Practical experience
The new Weld4Me cobot welding cell has been up and running successfully at Stöckl Maschinen und Gerätebau since the beginning of 2022, with a current annual throughput of around 1,000 pivot mounts. “All in all, our entry into robotics has been a success,” says Managing Director Kamil Kowalski, who wouldn’t want to do without the robot: “The Yaskawa welding cobot will remain our only robot for the time being – but it’ll be taking on even more tasks in the future.”
Collaborative assembly application with HC10
Aug 05, 2024 — Fagerhult Belysning was founded in the mid 1940:s and is now part of the Fagerhult Group, one of Europe's leading lighting companies, with twelve different brands and 4,100 employees around the world. They make first-class lighting solutions that improve people's well-being in professional and public environments such as offices, schools, healthcare, retail and outdoor applications.In 2021 three HC10 robots arrived at Fagerhult as an unexpected opportunity to make the most of. Fagerhult was familiar with robotic automation, including five conventional Motoman robots already in operation, but had limited experience of any type of collaborative robots. Aiming to create a productive solution on their own their challenge was: to break down products into suitable assembly tasks for the robots and test, evaluate and create a productive application without external help.
With initial training and support from Yaskawa, Fagerhult’s automation department were able to do all the testing, evaluation, and development of the final application on their own. The robotic assembly includes:
- assembly (plug/conduit entry)
- assembly (panel into snap fastener)
- screwing (securing the driver unit)
- picking and placing (terminal blocks)
RFID tags are used to keep track on the components to be assembled for each product. Using safety scanners, the robots can alternate between their industrial mode in full speed and a safe collaborative mode.
- More than 240 pcs daily of the high-volume products.
- Improved ergonomics with a reduction of repetitive and tiring manual tasks.
- It is a future proof system, with all the application and programming experience and knowhow remaining within the company.
This inhouse automation approach has increased Fagerhult’s desire to add more robotic automation projects in the future.
Carrier Transicold begins using robots at Global Container Refrigeration factory
Jul 24, 2024 — Carrier Transicold, a company in the home appliance industry with over $20 billion in revenue, operates globally with headquarters in the USA and an important manufacturing site in Singapore. At this site, the company faced a challenge that required human inspection in limited space, making the installation of traditional safety fences difficult.
The cobot works together with employees in small spaces to assist in attaching access doors on refrigeration units. ©Touché Solutions
The solution to this problem was the installation of the T-Skin on the FANUC M-20iD/35, a compact 6-axis robot with a payload capacity of 35 kg. This collaborative robot (cobot) was chosen due to its ability to work in confined spaces alongside human workers, addressing the spatial constraints that ruled out other automation solutions. Additionally, the T-Skin technology ensured safety without the need for extensive fencing, making it a practical and efficient choice for the task.
The implementation of the cobot was remarkably swift, taking only half a day to complete. This rapid deployment minimized disruption to ongoing operations and allowed Carrier Transicold to quickly benefit from the new technology.
The introduction of the cobot brought significant benefits to the Singapore factory. Over 8,000 annualized hours of productivity were gained, showcasing the efficiency and reliability of the robotic solution. The cobot assisted in tasks such as attaching access doors on refrigeration units, freeing up human workers to focus on more complex and higher-value operations.
In addition to the immediate productivity gains, Carrier Transicold also saw broader benefits from their automation and digital transformation initiatives. The factory achieved an incremental 3% automation of manufacturing standard hours, enhancing overall efficiency. The adoption of radio frequency identification (RFID) improved inventory tracking, reducing human error and boosting operational efficiency. Digital First-Pass-Yield processes streamlined quality testing, providing real-time feedback that enhanced factory performance and quality control. Moreover, production capacity expanded, resulting in a 10% increase in output.
Carrier Transicold's commitment to innovation and sustainability was evident through these advancements. The cobots exemplified the company's strategy of integrating smart machines with human labor to create more customized, sustainable, and resilient operations. As part of a five-year automation roadmap initiated in 2019, these efforts have laid a solid foundation for ongoing improvements.
In conclusion, Carrier Transicold's innovative use of collaborative robots at their Singapore factory has not only solved immediate operational challenges but also significantly enhanced productivity and efficiency. The success of this initiative underscores the potential of Industry 5.0, where humans and robots work side by side to achieve superior outcomes.
Reducing Footprint with innovative, precise and cost-effective collaborative solution
Jul 17, 2024 — As part of their ongoing efforts to improve production processes, Sano sought to optimize their palletizing operations. Traditionally, palletizing had been carried out by manual labor, but the company was increasingly aware of the limitations.Sano, founded in 1960, is a leading company in the manufacturing of various household and cleaning products with over 500 different products, including detergents, insecticides, laundry products, and cleaning solutions.
With a robust workforce of 1,700 dedicated employees, Sano remains committed to upholding its status as an industry leader, and consistently seeks out innovative approaches to augment operational efficiency and productivity.
As part of their ongoing efforts to improve production processes, Sano sought to optimize their palletizing operations. Traditionally, palletizing had been carried out by manual labor, but the company was increasingly aware of the limitations. The shortage of available workers, along with the continuous need for a non-stop production line, meant that automation was the logical step forward.
“Four years ago, we heard about collaborative applications, so we decided to explore their integration into our production lines” said Guy Sameach, Plant Engineer at Sano. “Especially for the tasks not requiring high-speed execution as palletizing, this solution seemed to be a perfect for automation with a collaborative solution” explained Guy.
The challenge for SANO was to find a solution that could work safely with workers while could minimize the footprint, as their factory already housed larger industrial robots that required dedicated fencing and safety systems and large space for it.
Before deciding for collaborative palletizing, the process was manually done.
“In the last years we are facing more and more problems to find operators. There is a lack of workforce that sometimes makes it impossible to cover the open positions we need. That was one the reason we also decided to install the palletizing stations” explains Guy.
As production demands increased, SANO struggled with the growing issue of space constraints in their factory. Palletizing products up to 2 meters high required an efficient solution that would optimize the use of their limited available space.
In their pursuit of the ideal palletizing solution, Sano evaluated different alternatives.
“We were positively impressed by the expertise OnRobot’s partner, ASSATEC, offered us” said Guy. “They perfectly understood our needs and they proposed us a simple solution, easy to integrate and fulfilling all our technical needs.”

ASSATEC's proposal was to install 2 palletizing stations formed by Collaborative Fanuc CRX mounted on an OnRobot Lift100 and equipped with a fully electrical 2FGP20 OnRobot gripper. “SANO needed a versatile gripper to palletize and place interlayers. The main challenge was to build 1.9 m. high pallets, but this was easily solved with OnRobot Lift100” explained Or Levy, ASSATEC Manager. The solution implemented worked smoothly, enabling easy pallet handling. With 11 different box types to be palletized, the 2FGP20 gripper from OnRobot proved to be a perfect solution. The 2FGP20's high total stroke (260 mm) allowed it to handle all box variations efficiently, making it a 100% electric, cost-effective choice.
Sano was particularly impressed with the small footprint of the solution. OnRobot Lift100 was efficient and compact with a quick integration process which further impressed Sano. “It took approximately 1 week to fully integrate the first palletizing solution into the line, and the second stations was even faster,” said Guy Sameach. The remarkable ROI of less than 1.5 years further solidified their decision.
LBR iisy cobot in quality assurance
Grinding Coffee to the Exact Gram
Jul 09, 2024 — LIGRE, a brand launched by Gronbach, is conquering the consumer goods industry with a fresh feature for household coffee grinders: grinding coffee to the exact gram. To test for quality control, they put the new grinder's durability and compliance with the pre-set coffee weight through thorough examination.
Alexander Fahringer, Technical Development and Test Engineer at Gronbach, is con-vinced that cobots will have a firm place in quality management and other areas in the future. © KUKA
Previously reserved for coffee machines that were designed for the food service industry, Gronbach's development engineers relied on the support of the LBR iisy cobot from KUKA.
Premium supplier for high-end devices and assemblies
The Gronbach Group was originally founded in 1964 as a hinge manufacturing company. After rapid development, Gronbach currently manages five production sites in Europe, a sales office in the U.S. and around 1,200 staff members. As an original equipment manufacturer (OEM), they specialize in the development and production of technical assemblies and complex products. These products are delivered internationally to more than 500 customers that vary from start-up organizations to large corporations. They work predominantly in the household appliances industry with coffee machines, cooktops, steamers and numerous other devices. Gastronomy, medical and automotive industries are also represented among its customers.
For Gronbach, quality is their top priority. At the production and research and development (R&D) site in Niederndorf, Austria an in-house team is devoted to research and customer-specific development of product assembly. Everything comes together in terms of mechanics, electronics, software and several other technical categories. The commonality between these products is their high-quality standard for technology, sustainability and energy efficiency. For the quality control of this exacting coffee grinder, engineers relied on the support of the LBR iisy cobot from KUKA during testing.
As a premium OEM, Gronbach has broad manufacturing expertise with comprehensive knowledge in the R&D field. Built from hundreds of personalized and successfully completed projects, their broad knowledge has now resulted in its own brand name - LIGRE. LIGRE is actively entering the market as a manufacturer of high-end coffee machines. One of the first products to be launched on the market is the LIGRE siji coffee grinder alongside a LIGRE espresso machine.
The LIGRE siji coffee grinder provides a completely new feature for a coffee grinder in the consumer goods industry with the ability to preset the amount of coffee to be ground to the exact gram. To ensure that the proverbial high-quality standard is not an empty promise, the R&D experts at Gronbach decided to subject this new quality control development through a series of tests. The assumption was that the coffee grinder would grind or process around 500 kg of coffee over a service life of around 10 years. Determining the long-term correct weighing results under different operating conditions for half a metric ton of coffee required radical acceleration and extremely precise repeatability. The results of these tests had to be reliable so the findings could be incorporated in future developments.
Cost-effective quality control
The R&D experts at Gronbach all agreed that an automated robot solution was the only way to achieve cost-effective quality control during product testing. The leap to KUKA was a short one since multiple industrial robots are already in use at the company's site in Niederndorf. KUKA’s LBR iisy cobot was a perfect robotic solution.
With a maximum load of 3 kg, the agile cobot's full capacity was not used in this case. “It's good to know that there is more scope for other possible applications and processes,” says Alexander Fahringer, Technical Development and Test Engineer of Gronbach. Fahringer is positive that this project demonstrates that collaborative robots have a firm place in development departments, especially with quality control. KUKA also offers the LBR iisy cobots with maximum loads of up to 15 kg and a reach of 760 to 1,300 mm for projects that need a higher load.
Quality management: The six-step test
The quality control test was scheduled over a two-month period during which the LBR iisy cobot would carry out 55,000 coffee grinding and weighing processes. Each process was carried out in six individual steps: taring the portafilter on the precision scale, gripping the portafilter and moving it to the coffee grinder, uncoupling the portafilter and waiting for the grinding process to end, picking up the filled portafilter and moving it to the scale, uncoupling and saving the scale value in the database, then picking up the portafilter, emptying it and placing it on the scale again.
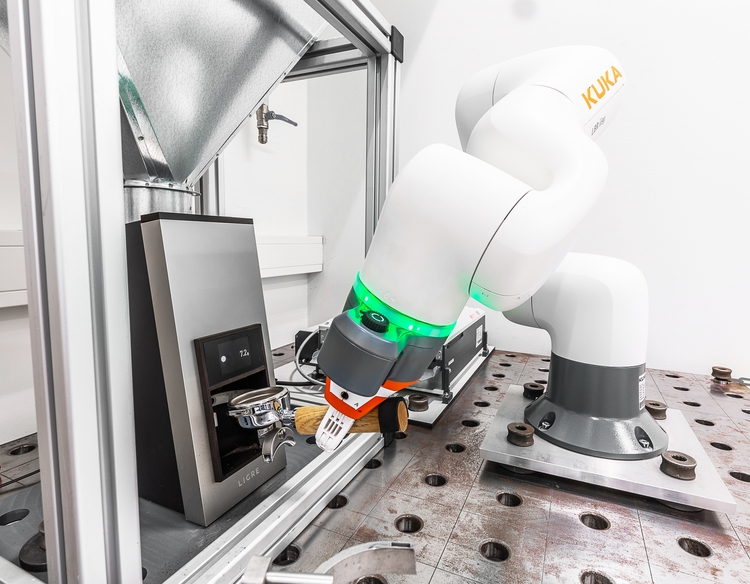
One of the many benefits of the LBR iisy cobot is its simple programming through human-robot collaboration thanks to the Teach button. “You can guide the cobot manually and thus teach it the desired movements and waiting times very easily with the press of a button,” says Michael Reindl, Account Manager at KUKA. Thanks to its intuitive handling, the LBR iisy cobot offers flexible application options and can be commissioned and operated quickly and reliably by automation experts and robotics beginners alike. The robot meets all of the safety requirements for collaborative operation while being easy to use.
Millions of cycles
“The small LBR iisy cobot in particular is the variant with a load of up to three kilograms. In addition to the larger models, they are designed to take care of rather simple, monotonous and repetitive handling tasks in the immediate vicinity of other employees,” Reindl says describing the typical applications for a cobot. The 11- and 15-kg variants are even dust and splash-proof (protection class IP 54). The simple operation and high degree of flexibility distinguish the cobots from conventional industrial robots.
The cobot also eases the burden of employees being overworked which can become harmful to their health. Along with quality control, it offers added value thanks to precision, repeatability and easy handling. Each individual grinding and weighing process was carried out and logged in continuous operation with absolute reliability so that variances could be detected quickly. Processing the 55,000 test grinds is hardly worth mentioning for the cobot due to its longevity. “It's only just properly worn in,” Reindl says humorously, alluding to the several million cycles that the KUKA robots set as a standard in their performance. After gathering the results from the test, only positive outcomes were discovered. “The grinder worked so well that it indicated practically no wear and tear after simulated use for ten years, so it could last for significantly longer,” says Fahringer.
Easy to get started
It is clear to the R&D team that this will not be the last time the LBR iisy cobot is used at Gronbach. “As automation engineers, we are already thinking about how the cobot will assist us in enhancing quality control and refining processes,” says Fahringer. One of the top contributing factors for this was the excellent collaboration with KUKA. The robotics experts deliberately make it easy for those who are interested in getting started.
“We are happy to provide customers with handy collaborative robots like the LBR iisy cobot to try out and test in their operation,” says Reindl. For anyone curious to test it out, the process is rather simple - the compact robot fits in any trunk.
ABB’s cobots boost productivity by 68 % on Electrolux’s refrigerator production line
Leak Detection
Jul 09, 2024 — Collaborative robots carry out fully automated gas leak detection and electrical testing as part of the quality control procedures for refrigerators manufactured by Electrolux Group in Brazil.The Electrolux Group is represented in more than 120 countries and sells more than 60 million products per year. The global leader in the sale of household appliances began operations in Brazil in 1926 and currently has four manufacturing plants across the country, two of which have been operating in Curitiba since 1996.
As part of a major investment and modernization program across all its sites in Brazil, Electrolux Group approached ABB in 2018 to find a way to automate the gas leak detection process on its refrigerator production line in Curitiba. The manufacturer wanted to eliminate repetitive manual operations to increase productivity and optimize the quality of its end products, as well as improving health and safety. Working together, ABB and Electrolux developed a solution to automate 100 percent of the operations involved in detecting gas leaks.
The installation of a YuMi cobot made it possible to replace manual verification, improving both the gas detection accuracy and the safety of employees. Freed from the strain of carrying out repetitive detection procedures, operators were redeployed to safer roles where they could add more value.
Collaborative robots can work safely alongside human operators without the need for traditional barriers, so they are especially useful in applications that need a lot of flexibility or where space is tight.
"The YuMi model proved to be the best solution for the application we were looking to automate in this line of refrigerators. It brought more security to our employees and increased the quality of tests. After that, we installed five more robots on the refrigerator production line, which significantly improved our productivity,” said Emerson Dlugosz, Manufacturing Engineering Manager at the Curitiba plant.
The success of the gas leak detection project prompted Electrolux and ABB to look for other opportunities, and soon the attention turned to an existing electrical test station that was not delivering the expected benefits.
The previous testing solution included a robot from a competing brand that kept interrupting production with unexpected stoppages. The ABB team proposed replacing the underperforming robot with a GoFa cobot, which belongs to an expanding family of collaborative robots developed by ABB to offer greater reach and higher payload capacity. Unlike the previous solution, the GoFa has since performed with 100 percent reliability.
“With the acquisition of the GoFa we had an eight percent gain in the effectiveness of tests and a reduction in unexpected stops in the multi-door refrigerator production line,” said Electrolux maintenance technician Ariel Alves, who was responsible for deploying the GoFa cobot and getting it up and running.
Introducing the GoFa is easy thanks to ABB’s Wizard Easy Programming tool, which is a graphical programming tool that enables even those with little previous experience of robots to program collaborative and industrial robots quickly, easily, and efficiently. This allowed the team at Electrolux to program the GoFa and get it up and running with only minimum telephone support from ABB. “ABB’s programming tools make it easy to use robotics in a simplified way in automated lines,” confirmed Alves.
The benefits delivered by the collaborative robots at Electrolux’s Brazil plants has led to an interest in seeing how their performance can be replicated at the company’s other production plants around the world.
“Thanks to our partnership with ABB, our production line now includes reliable, safe and easy-to-program robotic testing,” said Alves. “We can use internal operators to develop applications and our goal is to disseminate this knowledge so that the same methodology applied in these projects can be used to roll out robotic cells to meet different needs in our factories worldwide.”
Chip manufacturer streamlines transporting materials to enhance workforce efficiency
Uninterrupted flow of material
Jun 25, 2024 — Polar Semiconductor, a renowned manufacturer of semiconductor chips for the automotive and white goods industries, based at the heart of the US automotive industry, recognized the need to optimize their production processes. With the goal of reducing transportation distances within their facility and enhancing workforce efficiency to accommodate their expansion needs, Polar turned to OMRON's robotics technology for a flexible and cost-effective solution.
The self-navigating AMRs are developed for dynamic material transport in difficult environments and can easily maneuver between employees through narrow corridors and busy areas. © OMRON
Polar added OMRON’s LD 60/90 Mobile Robots to the expand their workforce. Finding skilled workers in an industry problem at the moment, and the solution enables Polar employees to utilize their skills and keep the tools running, and not worry about the transport of the product. The LD is a self-navigating Autonomous Mobile Robot (AMR) designed for dynamically moving material in challenging environments. It is capable of maneuvering through confined passageways and dynamic areas in the presence of humans.
Before starting the project, Polar mapped out their current processes, for example how long how long the materials were travelling within the factory. This was over 40 miles throughout the life cycle of the product! Polar carried out detailed simulation and mapping exercises in collaboration with OMRON. They analyzed the entire facility and evaluated the speed at which products could be transported throughout the production line. The results provided valuable insights into the feasibility and benefits of integrating OMRON's robotics solution, thereby justifying the investment.

Despite initial concerns regarding operator acceptance of the robotics technology, Polar’s operators quickly realized the advantages it brought to their work. The robots simplified their tasks, allowing them to focus on critical activities such as keeping the equipment running, while the robots ensure uninterrupted and timely material flow.
The implementation of the solution involved deploying a fleet of seven robots that efficiently transported materials from the main work-in-progress (WIP) storage area to various points within fabrication. OMRON's robots autonomously handle the transportation of materials over long distances, significantly reducing the need for manual intervention and improving overall efficiency in Polar’s manufacturing process.
Throughout the setup phase, OMRON played a pivotal role in supporting Polar. OMRON's team of engineers provided quick assistance whenever challenges arose. The availability and expertise of OMRON ensured the successful implementation and continuous improvement of the project.

Darren Desmarais, Industrial Engineer at Polar, highlights the transformative impact of OMRON's robotics solution, stating, "Having these robots available to move work-in-progress (WIP) quicker, easier, without relying on operators to move from the equipment they're working on. The biggest advantage I've seen is that we've been able to have the robots maneuver more like a person does."
The initial reluctance from operators and engineers to embrace the robots has evolved into high acceptance and appreciation. The seamless integration of OMRON's robotics solution has resulted in operators relishing their interactions with the robots and appreciating the timely delivery of lots to their respective tools. By eliminating the need for thousands of miles of walking within the facility each year, valuable time is saved for the operators, enhancing productivity and efficiency.
Thanks to OMRON's mobile robotics solution, Polar has successfully achieved its objectives of enhancing productivity, optimizing workflows, and creating a more streamlined and efficient semiconductor manufacturing process.
KUKA robots with camera systems automate the production line at Danfoss
Jun 19, 2024 — Masterpiece of 3D perception: robotic systems recognize and move more than 100 different components at the Danish company Danfoss.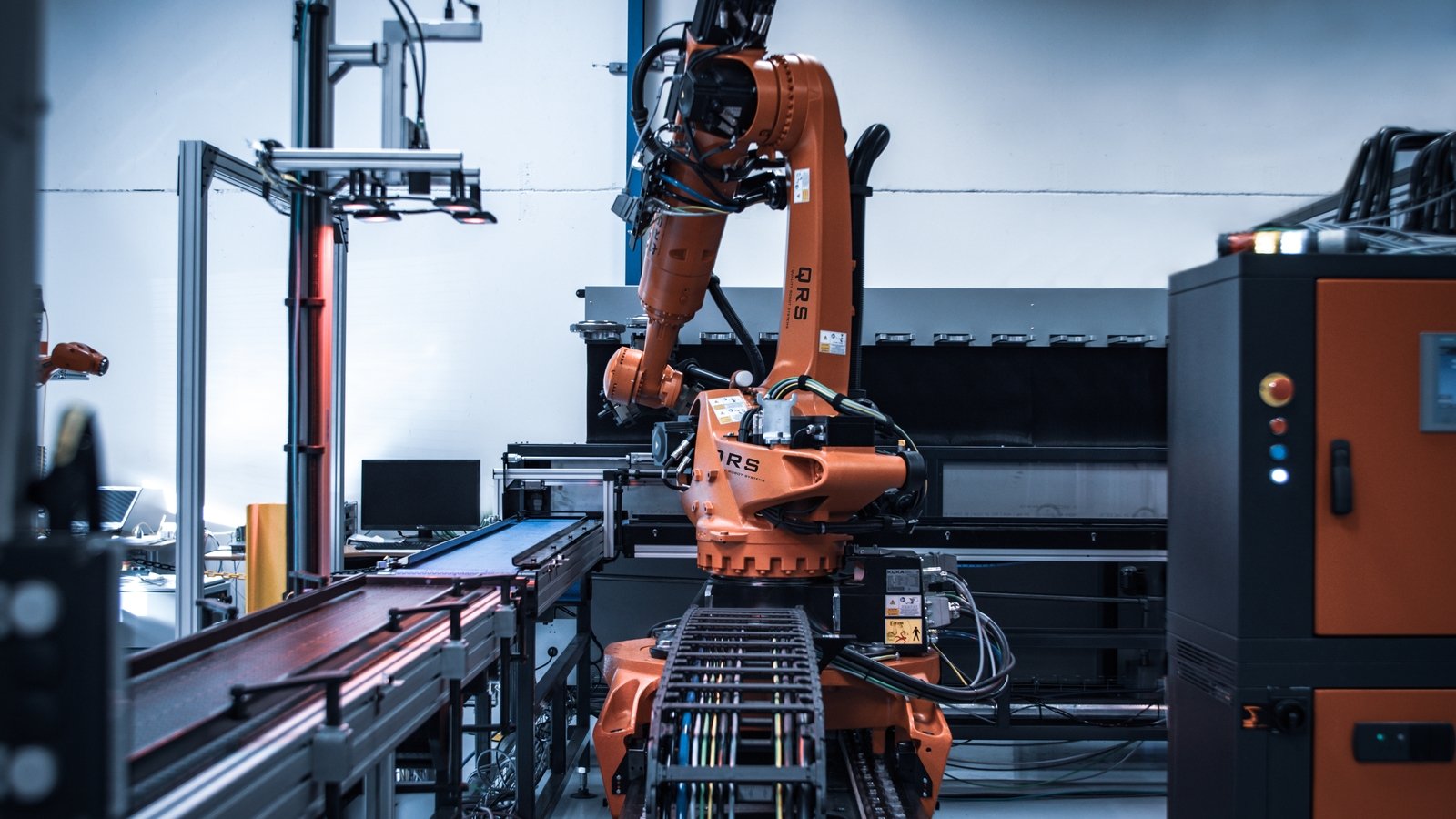
Masterpiece of 3D perception: KUKA, Roboception and QRS automate the production line at Danfoss © KUKA
At Danfoss, a Danish manufacturer of mobile hydraulics as well as electronic and electrical components, KUKA, QRS and Roboception are keeping the action mov-ing. Multiple robotic systems with 3D sensors reliably and precisely recognize and move over 100 different components. The three partners solved the numer-ous challenges together – with their valuable expertise and tireless commitment.
The artificial eye is never wrong
The camera performance of the new robotic cells with artificial eyes at Danfoss is definitely a contender for the “Masterpiece of 3D perception” award. This is because the system recognizes more than 100 different components in the production facility. It ensures that the KUKA robots in the cells of the Danish mobile hydraulics manufacturer efficiently and fully automatically load and unload machines in the production process.
With their new automation investment, the Scandinavians are precisely in tune with the Danish zeitgeist. This is because the northern Europeans already rank 6th in the world in terms of robot density in the manufacturing sector. It comes as no surprise that KUKA actively supported the project with its expertise. After all, the automation specialist supplies most of the robots in Denmark.
The camera recognizes more than 100 components
In the new production line at Danfoss, a total of six KUKA robots take over work steps that were previously performed manually. They move components weighing between 5 and 20 kilograms each. Automating this process reduces the physically demanding work for the team, allowing employees to take on more value-added tasks.
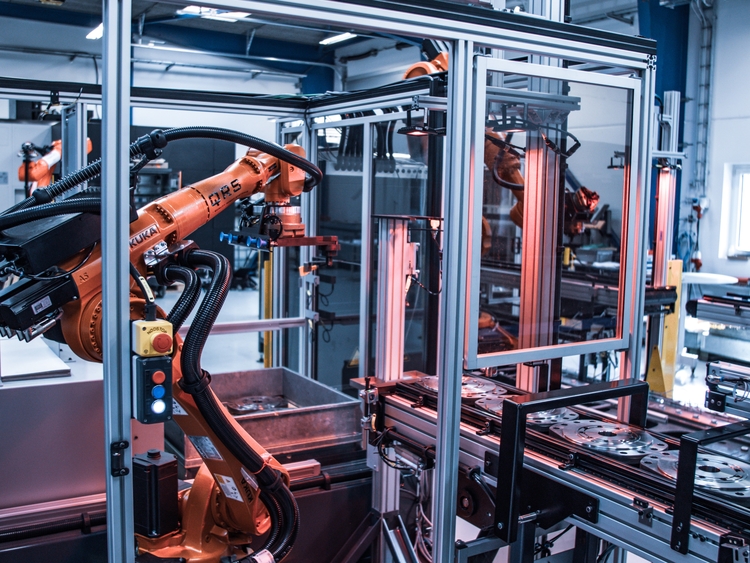
The robotic cells thus move up to 100 different components without manual intervention. “That was the major challenge in this project,” explains Olav K. Sjørslev, Sales Manager at integration partner QRS. “The requirement for the robotic cells at Danfoss was fully automatic feeding of the components – a task that can only be solved with a camera system, given the large number of variations.”
The alternative, namely feeding the blanks meticulously ordered and aligned, was simply not economically feasible. Instead, the components arrive at the first robot station in standard roll boxes, sorted by box, but with the boxes stacked on top of each other more or less indiscriminately, and with the layers of components separated by paper sheets.
3D stereo sensor rc_visard reliably provides the KUKA robots with the gripping points
“Our experience with camera systems in the past was not particularly good,” recalls Sjørslev. “We looked into various systems over the past decade, but did not find a single 3D vision solution that met our needs.” What works at a trade fair or in a manufacturer’s demonstration room is often not viable under real-world conditions, the sales manager emphasizes.
In solving this problem, QRS was able to benefit from its close partnership with KUKA, which has been in place for a good 15 years: When it comes to camera systems, KUKA turns to Munich-based partner Roboception, which offers not only a reliable 3D stereo sensor in the form of the rc_visard, but also develops modular software components that are ideally suited to applications such as those of Danish company Danfoss. “Using our SilhouetteMatch software, the rc_visard recognizes components on the basis of a tem-plate created either from CAD data or from data generated directly by the sensor,” ex-plains Dr. Michael Suppa, CEO of Roboception. Interaction with KUKA robots is very quick and easy using a standardized web interface and graphical user interface.
What this means in the case of Danfoss is that the rc_visard reliably detects the position and orientation of the flat, unordered objects on the flat paper surface and also provides the robot with the gripping points at the same time.
“A 2D solution was quickly ruled out for this project,” explains Suppa. “The paper slipsheets are not always completely flat, or may even be oily due to the components.” In tests with other systems, the camera had sometimes misinterpreted impressions as workpieces. The Roboception software, on the other hand, recognizes exactly which components are supplied to the robotic cell and transmits the appropriate gripping points for a KR CYBERTECH from KUKA. This removes the workpiece and takes it first to a marking laser.
The components then pass via a conveyor belt into another cell, where a KR QUANTEC automatically loads them into the grinding machine and unloads them again. In the subsequent cells, KR CYBERTECH robots feed the machined workpieces to a “washing system”, sort them into containers or load another small grinding machine.
Exchange of expertise among the parties involved
For those involved, the project was very much a case of jumping in at the deep end. “Implementation of the perception solution was a new experience for us. When we venture to take on something like this, we only select partners of whom we are absolutely convinced and who we are sure will support us in the long term,” emphasizes Olav Sjørslev from QRS. He has only positive things to report about the cooperation with Roboception and KUKA. “For this project, everyone involved willingly went the extra mile in terms of transfer of know-how and time invested.” But the effort was worth it in many respects. In this way, not only was the client satisfied, but the successful integration of the camera system from Roboception also ensured direct follow-up orders at integrator QRS.
“We learned a great deal from this job that will help us to realize other projects,” says Sjørslev. “What is the influence of light conditions, what interference can occur on the lens, how far away can parts still be recognized? We now have concrete answers to these questions.” Danfoss, too, is pleased with the solution from KUKA, Roboception and QRS. The automation not only accelerates and stabilizes the hydraulics expert’s production processes, but simultaneously ensures greater safety at work for its employees.
Pioneering solutions for customer and integrator
There is another important point to be made: “By integrating other software modules, our hardware can solve a wide variety of tasks,” says Dr. Michael Suppa of Roboception. “Danfoss thus now has a variable 3D vision solution that can be easily adapted to other tasks as required.”
Case Studies / Service Robots / Mobile Robots / Robots addressing the UN SDGs / Robots in Daily Life
SANDRo Trial
Assistive Services to people in healthcare
Jun 13, 2024 — As the elderly population in Spain grows, so does the need for affective care. Caregivers and nurses play a crucial role in caring for our citizens, but the high workload and at times an understaffed care center can bring a lot of stress to the healthcare providers, as well as to the patients, who may consider the lack of personal attention.In this context, PAL Robotics participated in a project called SANDRo, (Semi Autonomous Night and Day Robot) funded by DIH-Hero which aimed to deploy an innovative robot that provides assistive services to people with difficulties in Activities of Daily Living (ADL).
The project was carried out at the social and health care centre El Carme, located in Badalona, Spain. In this centre the staff dedicate a lot of time to certain daily tasks that prevent them from allocating more quality time to patient care. Among these tasks are conducting rounds in the rooms to ensure patients are well, responding when a patient presses the call button, or entertaining them with daily tasks, such as encouraging them to exercise.
El Carme is part of Badalona Serveis Assistencials (BSA), a municipal organisation that provides comprehensive health and care services to the population in certain areas of Barcelona.
The SANDRo solution is based on PAL Robotics’ TIAGo robot, with various integrations provided by project partners. TIAGo is a robot that combines perception, navigation, manipulation, and human-robot interaction skills. TIAGo is an omnidirectional mobile base with a lifting torso and a 7 DOF arm with a payload of a minimum 3kg. The design of the arm and torso and the implementation of a whole-body-controller software allow for flexible motions as well as reaching the floor to pick up fallen objects. Additional equipment can be easily mounted on the platform, such as grippers that will allow the robot to manipulate and tiny objects that request significant dexterity such as medicine cups, pills and credit cards.
In this regards, TIAGo is well-suited for applications in the healthcare and light industry sectors, specifically due to its manipulation capabilities and modular design.
TIAGo has been configured to respond to the specific needs of the staff at the Centre Sociosanitari El Carme hospital. The project focused on how TIAGo can help reduce the time nurses spend on certain daily tasks related to patient care. Specifically, the project addressed how to assist staff with 3 specific daily tasks using the TIAGo robot.
- Efficient Patient Response: How TIAGo Improves Nurse Workflow
Nurses can send TIAGo to patrol the hallway and check the status of the lights above the rooms. When a red light is detected, indicating a call button has been pressed, the nurse receives a notification. TIAGo acts as an initial responder, allowing nurses to prioritize and manage their time more effectively. They can quickly assess who needs assistance and respond accordingly, reducing stressful situations and ensuring prompt care. - Enhancing Patient Monitoring: How TIAGo Facilitates Nursing Rounds
Another routine task for the nursing team is to make rounds to ensure all patients are well, even if they haven't asked for help.
TIAGo assists nursing rounds by increasing visit frequency to patient rooms for consistent monitoring. If a closed door prevents entry, TIAGo notifies the nursing station. Upon entry, it scans the room, ensuring patient safety. If an issue is detected, TIAGo alerts the nursing station, enabling prompt assistance. This collaboration allows nurses to focus on critical tasks while ensuring patients receive more frequent and attentive care. - Interactive Patient Engagement: TIAGo Enhances Activity Sessions
Another daily task performed by the centre's staff is to visit patients' rooms to engage in various activities with them, such as physical exercises. With the assistance of TIAGo, nurses now select a video on a tablet with an instructor demonstrating suitable physical exercises and send the robot to the patient's room to display it on a screen. This allows patients to follow along with the exercises while freeing up the nurses to attend to other important tasks.
The main benefits of this project, both for healthcare professionals and patients, are significant. For caregivers and nurses, the integration of the TIAGo robot offers a solution to the time constraints and multiple demands they face in providing care to the elderly. By automating routine tasks that nurses may not have the time to complete thoroughly, the TIAGo robot ensures these important activities are handled efficiently. This allows healthcare professionals to allocate more quality time to meaningful interactions with their patients, enhancing the overall quality of care.
For patients, the implementation of TIAGo brings several advantages. It increases their physical and mental well-being, providing support and entertainment in their daily lives, stimulating them with their tasks, and enhancing their social interaction. TIAGo serves as an emotional support, ultimately improving their quality of life.
At PAL Robotics, we're thrilled to have been part of this project because it lets us apply our innovative technologies to address significant challenges in healthcare. We conducted trials in several care centres and test facilities across Europe. Contributing to improving the quality of life for this population segment is a fundamental part of our mission, and this project gives us the opportunity to do so in collaboration with other partners and experts in the field, such as the Broca Living Lab (within Broca Hospital) in Paris, De Zorggroep, a healthcare provider in the Netherlands and HIT (Heemskerk Innovative Technology). We're excited to see how our technology can make a difference in elderly care and support the healthcare staff who attend to them.
Deep Vision System for Logistics
3D cameras and advanced algorithms depalletize boxes
Jun 12, 2024 — Logistics, warehouses and e-commerce are incredibly important and continuously growing markets; since the volumes increase year over year, their need for automation is bigger than ever.Traditional automation perfectly fits with high volumes but it is often hindered by the kind of heterogeneity and product diversity which characterises the above mentioned markets and needs.
Bringing together Artificial Intelligence (AI) techniques and robots is necessary to simultaneously deal with high volumes and high product heterogeneity.
Comau has thus combined its historical experience in automation with the deep knowledge of vision systems in order to design and develop a deep neural network able to identify any kind of box without constraints in terms of lighting conditions, dimensions, colours, texture and even title position with respect to the ground, in fact, the Comau solution if effectively able to pick angled boxes thanks to the 6 degrees of freedom offered by its robot family.
Technological Approach
The newest solution in Comau’s MI.RA family (Machine Inspection Recognition Archetypes) utilises 3D cameras and advanced algorithms to reliably detect and depalletize boxes and containers in a fast, accurate and cost-effective manner.

From standard boxes with well-known sizes to single SKUs with uncertain positions, MI.RA/Depalletizer can also manage mixed-type SKUs with unknown sizes, positions and palletizing geometries. To achieve such flexibility, the intelligent, all-in-one solution is designed to easily recognize and react to different packages taking their contents and final location into account.
With its inherently intelligent advanced robotics and powerful vision systems, MI.RA/Depalletizer ensures absolute flexibility in terms of packaging types, pallet logistics, robotic technologies and the grasping strategy. Furthermore, MI.RA/Depalletizer can significantly reduce commissioning time by up to 70% in both single-type and mixed-type SKUs .
From the picking of products to the packs that will contain them, MI.RA/Depalletizer automates the entire depalletization process, optimising operational logistics as well as your bottom line.
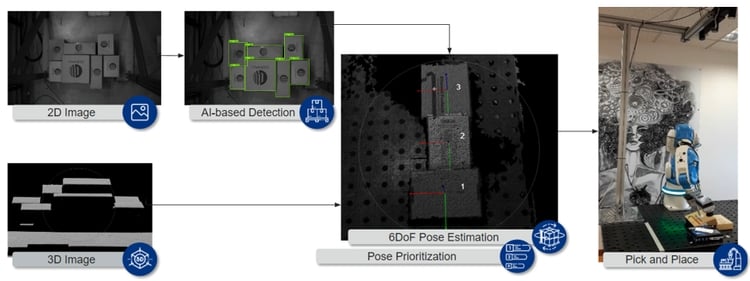
The vision system algorithm has been developed aiming at hardware agnosticism, which allows it to be compatible with all the 3D cameras. As shown in Figure 2, which summarises the technical pipeline, the deep neural network has been trained on grayscale images for different boxes, colours and textures. The bounding boxes provided by the AI engine are then used to optimise the postprocessing on the point cloud, which returns a 6 degrees of freedom pose estimation as well as the prioritisation and the accuracy of the picking. The robot picking can then proceed straightforwardly.
As all the other Comau vision system products, Mi.Ra Depal is offered as a standalone vision system as well as a turn-key solution: integrating a wide range of different robots and design and engineering layout and solutions in order to adapt and solve the specific customers’ needs.
Customer benefits:
- Fully automates single-SKU and mixed-SKU depalletizing regardless of the box positions
- Hardware agnostic and robot agnostic: choose the best configuration for your application
- Advanced flexibility extends to pallet size and heights of over 2m tall
- High-speed solution can reach cycle-times of up to 800 SKUs/hour
How to Increase Your Robotic Cell Utilization
Feb 05, 2024 — ABAGY has retrofitted a robotic cell for Schenck Process, one of the global leaders in applied measuring and process technology.The robotic cell had already been operating at the Sabetha Kansas production facility (USA). It’s included Panasonic Robot and a two-in-one 1-axis positioner for a quick parts changeover. However, before ABAGY, it was used for a limited number of parts, as the programming was tedious.
ABAGY has installed machine vision and other hardware and made it compatible with its proprietary software. As a result, the setup time has been reduced dramatically - only 10-15 minutes for a new product - and the robot can be used for much more products. That’s a big win for Schenck Process with its high-mix production.
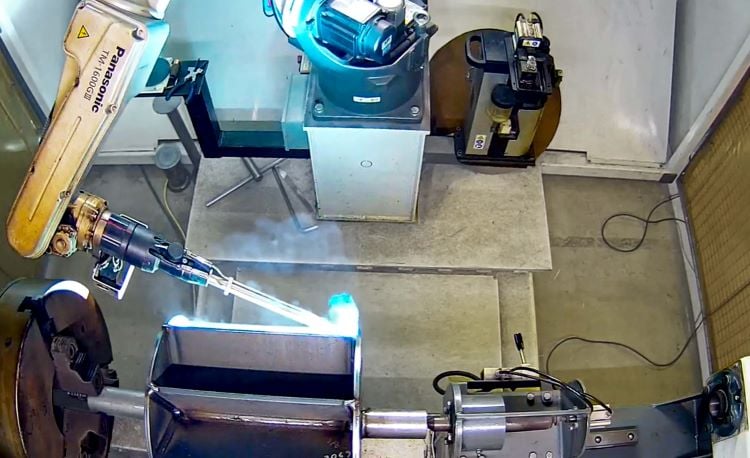
How It Works
Thanks to new technologies such as AI and machine vision robots become autonomous. They can see the part and understand the task. Workflow simplifies significantly. Robot cell control no longer requires programming skills.
The employees upload a 3D model of the part (from the CAD). The system automatically finds the weld joints on it. Then they choose the welds and the parameters they need (work and travel angles, offsets, weaving, etc.). No programming is required. Mathematical algorithms automatically generate the robot trajectories. This happens in minutes.
The next step is scanning the part using machine vision. The algorithms compare the previously uploaded 3D model and the real part. The system finds possible deviations and adapts the robotic path on-the-fly.
What Changed for Schenck Process
- Any Products
Schenck Process uploaded 150 different part models into ABAGY software during the year.
Examples of products © Abagy - More Complex Products
A relief valve with its pipe-in-pipe design was previously welded manually. The robot could not weld such a product as it required complex programming. With ABAGY, robotic welding became possible, as programming and running the job is almost 100% automatic.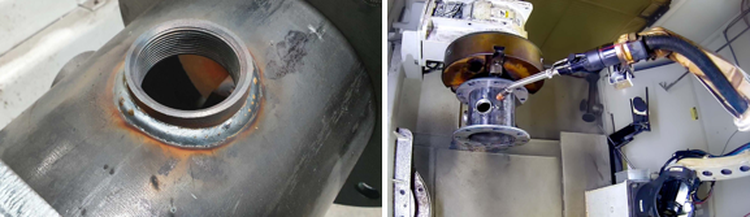
Examples of products © Abagy - Programming Time Is Reduced by Up To Ten Times
Previously, programming a robot for one part took about 1.5-2 hours, that is, 90-120 minutes.
Now it takes 9-10 minutes (for example, for a rotor with 18 welds). - One Program for Two Working Areas
There are two working zones in this cell. Before the retrofit, a separate program was needed for each zone. Now it is enough to create one technical chart for the product, and it will work for both areas. - Free Part Placement in The Working Area
Previously, Schenck Process had to measure everything with a ruler when installing each of the parts. Any, even small, deviation would lead to rework. Now, with ABAGY, deviations are tolerated. - Weld Quality
ABAGY software provides enhanced integration with the welding source, which makes it possible to use more advanced weld parameters and achieve better results. - Reduced Robot Downtime
Previously, programming with a teach pendant meant that the robotic cell had to stay idle. Now they can set a new task for robots as the cell is working on another project. - Operator-Friendly Interface
Previously, only one specialist could work with the robotic cell. Now different employees can control the robots.
35% cost reduction while maintaining work safety and high-quality output
Solution for Labor Shortage
Jan 29, 2024 — Yokoyama Kogyo is a Japanese manufacturer of car seat frames and various automobile parts. Like many other countries, Japan is seeing a shrinking labor pool in the manufacturing sector, presenting a challenge for companies like Yokoyama.“Manufacturers have been facing labor shortages, especially during the pandemic and there is an urgent need to deploy automation,” says Yokoyama Eisuke, CEO and President of Yokoyama Kogyo.
His company needed to automate part of its production process on the metal stamping machine. At the same time, employees also needed to maintain access to the pressing machine safely.
Solution: RG2 gripper
Collaborative application is a clear choice for Yokoyama.
Combining the OnRobot RG2 gripper and AUBO cobot, the manual processes of loading and unloading parts are fully automated. Notably, the collaborative application does not require a big footprint and it is able to work safely alongside employees; no safety fence is needed.
With unlimited customization to fit various needs, the small, lightweight RG2 gripper is perfect for tight spaces. The fingertips of the gripper can be easily customized, fitting the product shape for stable gripping
“OnRobot provides simplicity and ease of use, which saves us a lot of expensive engineering hours that are usually required with typical automation projects,” says Mori, Assistant Chief of Technology for the Manufacturing Department.
The benefit
Employees of Yokoyama now do not have to perform strenuous, repetitive work on the machine. They no longer need to be stationed at the machine for hours, but they are able to focus on higher-value duties. Collaborative application has helped Yokoyama achieve an overall 35% cost reduction while maintaining work safety and high-quality output.
About Yokoyama Kogyo
Established in 1951 in Toyota City, Japan, Yokoyama Kogyo is a leading metal stamping manufacturer for the construction and automotive industry. The company has around 200 employees in Japan. Yokoyama patented a pressing technology called SFP (Smart Forge Press) method, which has been widely adopted in Japan. In 2010, Yokoyama established a manufacturing facility in Thailand to fulfill the continued growth of the automobile industry in the region.
Case Studies / Industrial Robots / Robots addressing the UN SDGs / How Connected Robots are Transforming Manufacturing

Robots to deliver fresh, healthy food quickly and sustainably
Dutch food company Heemskerk relies on ABB
Jan 25, 2024 — Order picking has been automated with ABB robots at Heemskerk’s processing facility, reducing the amount of time that fresh food spends in the supply chain, which has ex-tended shelf life and minimized waste.Heemskerk Fresh & Easy has been ahead of the curve in creating products that make it easy for its customers to lead a healthy lifestyle. Wim Heemskerk started the company in the 1960s, selling chopped vegetable soup mixes that quickly became a regular dinner item in Dutch households for the convenience they offered to busy consumers.
Sixty years on and Heemskerk is on top of its game, delivering anywhere between 3.5 million to 4 million fresh convenience products every single week to retail companies and fast food chain across the globe. Buoyed by a growing preference for more plant-based, minimally processed food, Heemskerk has expanded its operations to offer more than 400 products such as fresh salads, ready-to-cook meal boxes and pre-cut vegetables and fruit that can satisfy diverse customer needs and tastes.
As its expansion took shape, Heemskerk faced challenges in the supply chain as the company needed to make just-in-time deliveries of fresh food products to supermarkets across the country. As food such as fresh salads and ready-to-cook meals have very short shelf lives, typically of three to four days, being able to reduce the amount of time that the food spent in the supply chain is crucial for Heemskerk and its supermarket customers who can stock the food for longer and reduce potential wastage.
This coupled with diverse food demands from end customers meant that the existing manual order picking and dropping operations at the Heemskerk facility was no longer sufficient for the company. A shortage of skilled labor to support the large-scale process also increased manufacturing costs. These pain points prompted Heemskerk to invest in a robotics automation solution from ABB that offered the speed and flexibility to support the company with faster manufacturing processes and shorter lead times to supermarkets.
The ABB solution
ABB supplied a robot-centric solution to automate the order picking operations at Heemskerk’s production facility. At the beginning of the product flow is an ABB IRB 660 four-axis robot that removes crates containing the orders for a particular supermarket and places them on a conveyor belt. The crates then move to the order picking zone where six IRB 6700 six-axis robots positioned on a track pick up the crates and place them in “pigeon holes” that are designated for that supermarket. Two other IRB 6700 robots positioned on the other side of the order picking zone consolidate the order picked crates to create stable mixed high stacks. These crates are finally picked up by another IRB 660 four-axis robot that places the crates onto dollies to be transported directly to the supermarket. This form of order picking makes the solution more robust as it can seamlessly process an endless variety of orders – a concept that is very useful to the daily changing volume orders of the fresh food industry.
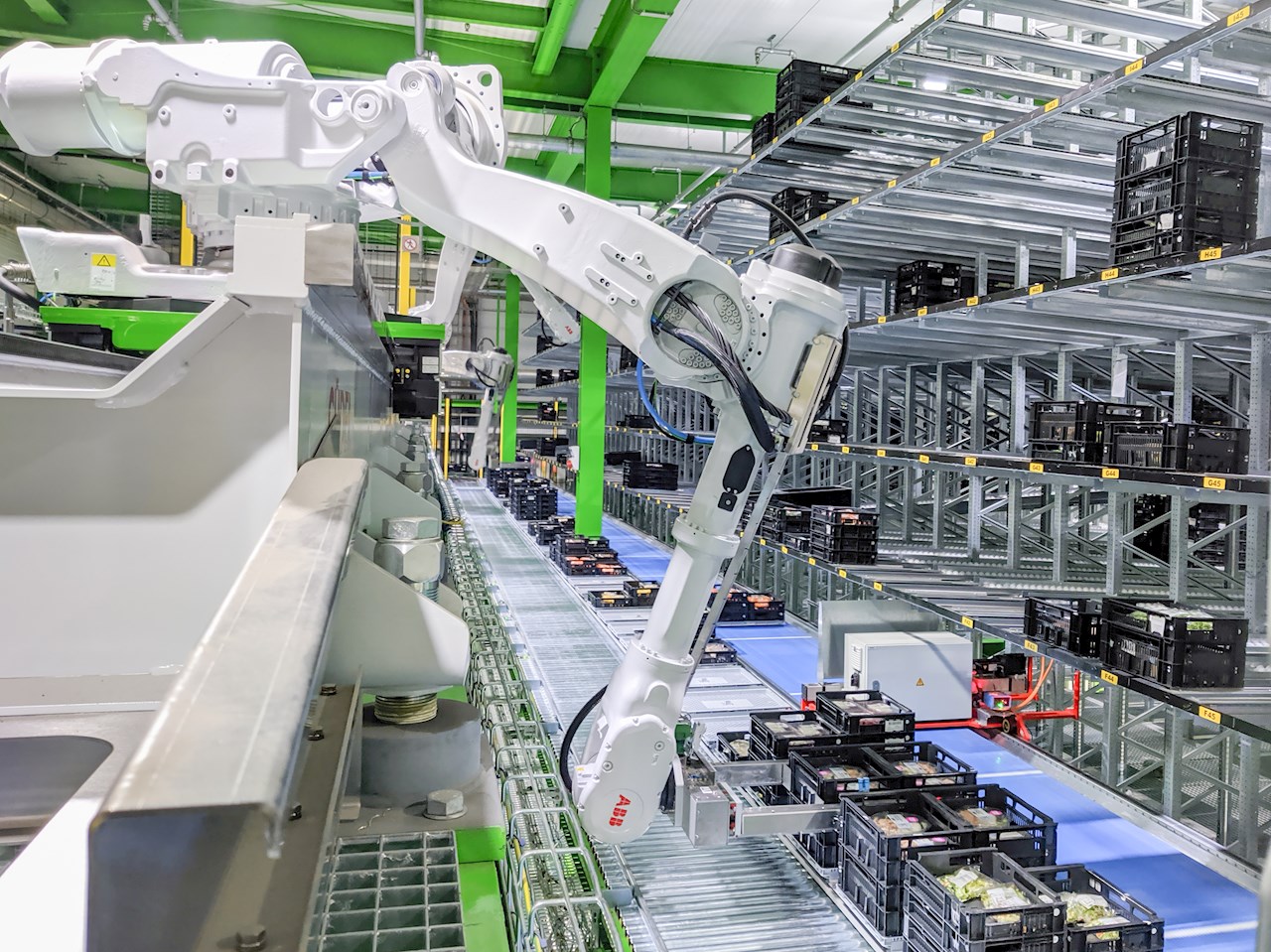
Creating a sustainable food supply chain
While there are many benefits to be gleaned from the ABB robot solution, one of the most important advantages for Heemskerk and its supermarket customers is that the solution reduces the amount of time the fresh produce spends in the supply chain, thereby extending its shelf life, minimizing wastage and creating a more sustainable solution for the fresh food industry. About one-third, or 1.3 billion tons, of all the food produced and packaged for human consumption is wasted every year, according to the United Nations’ Food and Agriculture Organization, and industry players are increasingly ramping up their efforts to reduce the scale of wastage.
The automated order picking capability of the ABB robotic solution allows logistics operators to cross dock products directly to supermarkets. The ability for retailers to receive already order picked quantities for each store increases its shelf life by about one day. On the other hand, in more traditional food logistics processes, the packaged food is first stacked in the supermarket chain’s storage unit where employees pick and stack the food according to orders from each of its stores only after which they are transported the stores. This process typically takes about half a day, lowering the already short shelf life of fresh and natural food.

"Over the last ten years, supermarket customers are asking food processors like Heemskerk to deliver their products, already order picked for each store. With the ABB system, Heemskerk is able to smoothly handle the high demanding task of order picking,” said Chris Vleeschouwers, the Sales and Marketing Manager for ABB’s Consumer Segments and Services Robotics. “Today, the ABB robots are able to process 300 to 400 crates per order. Previously, about 30 to 40 people were needed to perform the same task.”
Forging flexibility
Another big advantage for Heemskerk is the flexibility that the ABB system offers. With rapid yet precise movements, the ABB robots are able to quickly adapt to varying demands from supermarket and grocery store customers, whose volume and variety demands change almost every day and according to seasonality.
Unlike traditional logistics automation that typically handle individual units in a time-consuming order picking process, the ABB robotic solution enables Heemskerk to deliver more than 60 large scale order picked deliveries every day. While the system processes over 800,000 crates every week, it can handle double or even triple that volume without needing any changes. On one hand, this flexibility allows Heemskerk to quickly ramp up volume based on demand without added investment and on the other hand the solution eliminates underutilization of the automation system on the rare days when demand is low.
“This robotics system helps us by supporting our very fast manufacturing and order picking process because 75 percent of the products (processed) today are in the retail shops tomorrow,” said Peter van Duijvenbode, the Operational Director of Heemskerk Fresh & Easy.
Insuring the future with scalability
The modular and standardized design of the ABB robot solution makes it very easy to add new robot zones to meet additional capacity. Heemskerk plans to add more robots to its current system to support its future growth.
The entire solution can be installed in relatively low buildings and can even be split up into several modules that need not be necessarily placed next to each other. This makes the automated logistics solution ideal for brownfield applications. Moreover, the system consists of fewer components, meaning reduced maintenance and spare parts costs.
“It is a complex project but the upfront business case is that the system has a Return on Investment (ROI) of three and half years and we are getting close to that number, so for us this is a very successful project,” Peter van Duijvenbode added.
Donk Industries Automates Machine Loading with OnRobot
Step by step to automation success
Sep 26, 2023 — When the Donk Industries employees enter the factory hall in the morning, their new colleague has already taken over the night shift for them: Since 2018, an RG6 gripper from OnRobot has been automatically feeding one of the eight CNC machines of the aluminum manufacturer with workpieces – around the clock.
To handle individual products, Donk Industries has developed special gripper tips that employees can mount to the OnRobot RG6 in just a few minutes. ©OnRobot
For the employees, this means an enormous relief, which opens up the opportunity to devote themselves to more demanding tasks. In addition, the company benefits from more efficient processes: The collaborative application has doubled the outcome of the CNC machine and ensures higher and more stable product quality.
Founded in 1932, Donk Industries is one of the largest small series manufacturers in the Benelux countries. At its site in Lopik, the Netherlands, around 100 employees produce aluminum parts of all kinds for Dutch and international customers. The foundry, powder coating plant, CNC machining department and product development are all located under one roof. The handling of all processes at one location is a logistical advantage both for the customers and for Donk Industries itself: customers only order from one supplier and receive the requested product assembled. This enables Donk Industries to respond optimally to customer requests.
The challenge of a shortage of skilled workers
But this service also comes with it challenges: As a single-item and small-series manufacturer, Donk Industries is confronted with a wide variety of products. At the same time, the company must keep its inventories low and supply customers on time. "In order to stand up to competitive pressure and meet the requirements of a small series manufacturer, we need qualified personnel," says Jaap Zentveld, Assistant Production Manager at Donk Industries, describing the situation.
In recent years, however, the company has been increasingly confronted with a shortage of skilled workers. It was particularly difficult to find personnel to operate the CNC machines - after all, this is a monotonous and time-consuming, yet less demanding task. Long cycle times cause long breaks, which the personnel spent waiting. "Employees who actually have other areas of responsibility were tied to the CNC machine," explains Zentveld. "This also had consequences for the quality and delivery reliability of the products.“
Flexible automation solution needed
Zentveld began to look for suitable automation solutions in order to deploy its employees more effectively and thus increase productivity while maintaining the same high-quality standards. The company looked at various robotic solutions and found collaborative robots among them. "We are already automating many other parts of the production process with industrial robots," says Zentveld. "However, we have to be flexible with our product variety and the small quantities involved and be able to convert our production lines quickly. In addition, Donk Industries' individual products require special handling. Collaborative applications meet these requirements in particular: They can be flexibly converted for new tasks and are easy to program. In contrast to conventional industrial robots, the combination of Cobot and corresponding end-of-arm tooling can be used directly next to humans and works directly with them.” Zentveld and his team therefore selected a collaborative robotics application with end-of-arm tools from OnRobot.
Gripper equipped CNC machine
Today, an RG6 gripper loads and unloads one of the eight CNC machines in Donk Industries' production halls. The gripper is mounted at the end of a collaborative robot arm and is combined with an OnRobot HEX sensor. This force/torque sensor provides the necessary sensitivity so that the gripper can grip workpieces precisely and perform its tasks efficiently. A specially designed loading station, the Robobooster4000 developed by system integrator Olmia Robotics, is a requirement for smooth loading and unloading of the machine. The gripper removes a component from this station and inserts it into the machine. After the milling process, it takes the finished product out and places it in the magazine. The cycle is repeated until all components have passed through the process.
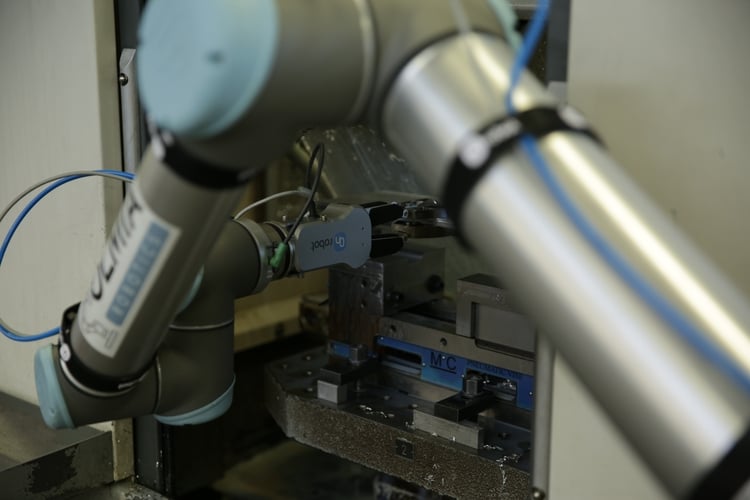
Thanks to the individually adjustable fingertips, the OnRobot gripper can handle objects of different shapes and sizes. The local partner Olmia Robotics helped adapt the robotics solution to Donk Industries products. "With Donk Industries' specific requirements in mind, we recommended an OnRobot gripper," said Peter van Olm, founder of Olmia Robotics and distributor of OnRobot. "Because it is so flexible, we were able to adapt it individually to the application. The concept of the one-stop shop allows us to find the right solution for every application".
Increased efficiency, product quality and turnover
The fingertips of the RG6 can now be replaced within minutes. All the employees have to do is loosen a few screws, attach the new fingertips and screw them back in again. This enables them to quickly adjust the gripper to changing workpieces whenever the varied manufacturing process requires it. If new products are added, the employees develop suitable fingertips together with Olmia Robotics. This flexibility is reflected in time savings and better delivery reliability. "With the collaborative application of OnRobot, we have found a solution that exactly meets our requirements," says Zentveld.
The collaborative application has also doubled the productivity of the CNC machine within a short time, while the failure rate has been halved. Even without human intervention, the application runs smoothly and can be used overnight. The constant operation of the machine has even more advantages: "Production is now much smoother - you can tell this from the product quality, which is much more consistent than before," comments Zentveld.

Application takes the strain off employees
The employees also reacted positively to the helping hand on the CNC machine. "For us, the automation solution from OnRobot is a great relief," says Josine de Groot, employee at Donk Industries. "We can give up a monotonous task and thus have more time to take care of more demanding things - such as quality control or technical drawings.“
Donk Industries does not lose any jobs by automating CNC assembly. In fact, valuable working time now flows into activities that previously could only be performed inadequately. Thus, the application helps to counteract the shortage of skilled workers.
Further automation planned
In the future Donk Industries wants to focus even more on automation. "The entire project has shown us that automation is a real enrichment for our company and our employees," Zentveld sums up. "In addition, we can now produce much more efficiently.” Zentveld and his team are planning to automate further CNC machines with OnRobot solutions in order to relieve the strain on employees. In this way, the traditional company remains fit for the future - and ensures that it will be able to support its customers as a competent partner for at least another eighty years.
Taking us closer to a decarbonized society
six minutes at a time
Sep 25, 2023 — In the time it takes to read this article, Absolicon, with the help of ABB robots, will potentially have taken the world one step closer to Net Zero with its innovative solar technology and newly automated manufacturing process.Climate change is an existential threat to our society. It is agreed by the vast majority that pivoting away from fossil fuels and towards renewable energy is vital to preserving resources and the natural environment and enabling the transformation to a sustainable society. Solar energy is one element of the overall energy mix, and for many countries and regions which enjoy comparatively high levels of sunlight throughout the year it is an ideal solution for decarbonizing the grid. However, a caveat with solar energy is its cost. Solar technology is traditionally difficult and expensive to both develop and manufacture on a mass level.
Thanks to the use of ABB robots, Swedish manufacturer Absolicon has developed what it sees as a gamechanger for the widespread adoption of solar as an energy source. The company manufactures solar collectors, which are essentially troughs which track the sun across the sky to catch its rays. A parabolic reflector focuses the solar irradiation on a receiver, which then turns it into heat, which in turn generates steam at up to 160 degrees. Absolicon’s solar collectors are the most efficient in their class and are ideal for industrial companies and district heating networks.
Almost all industries require heat for production processes. In textiles manufacturing for instance, almost two kilograms of coal are burned for every one kilogram of cloth produced. Beer production burns two tons of diesel for every 100 liters of beer. Even industries that are not widely considered to be energy intensive can require significant amounts of heat. Drying tea leaves, for example, requires the burning of five tons of firewood for every one ton of tea leaves. Solar collectors like Absolicon’s can harness the clean energy of the sun to produce this heat while generating zero CO2 emissions. To give some idea of their emission-saving potential, every square meter of a solar thermal collector can produce the equivalent energy of 100 liters of oil.
Solar collector panels are highly complex, requiring production processes that are extremely precise, highly efficient and cost effective. To achieve this, Absolicon and ABB have developed the world’s only complete solution for the mass production of concentrated solar collectors, in Absolicon’s factory in Härnösand, Sweden.
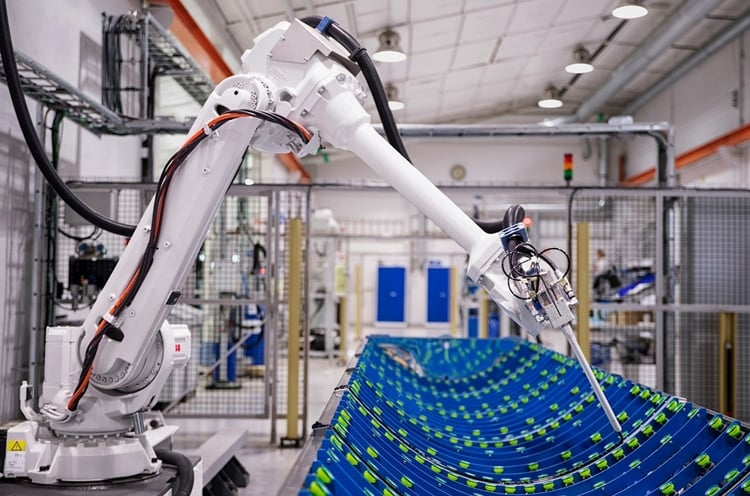
The degree of automation has increased production drastically. Where previously Absolicon was able to produce three solar collectors per day using manual production methods, with units assembled in the field, the newly installed robotic production line, which uses two ABB robots, has enabled the creation of an automated factory production line that is capable of producing a single collector in as little as six minutes. By the time you finish reading this article a new solar collector may well be ready for delivery.
The newly automated production process significantly reduces the skilled labour requirements and production cycle time for each collector, substantially reducing the overall unit cost. The consistent performance of the robots also enables each collector to be assembled in the same way, ensuring that the highest levels of quality are maintained throughout production and that the assembled collectors can offer optimum performance once installed.
Crucially, Absolicon has not just developed the solar collector itself, but intends to export the whole robotised production unit as a turnkey solution, so that collectors can be manufactured locally. This could have significant ramifications for the solar industry, making advanced solar technology both more affordable and more accessible for companies, organizations and governments across the world.
"Developing an automated production process enables our global business case by radically reducing the price of our solar collectors, while manufacturing them consistently to a very high quality. The productivity offered by ABB’s robots means we can make solar energy compete on price with conventional industrial heating for the first time," says Joakim Byström, CEO of Absolicon. “Our new automated production line can produce a complete solar collector every six minutes, so while competitors rely on a manually intensive manufacturing process, we can now do it with five people, two robots and a fraction of the components. This will be key in helping to meet the growing demand for renewable technologies to help meet global carbon emissions reduction targets.”
“We are pleased that ABB’s robotics solutions are accelerating the productivity, quality and cost efficiency of Absolicon’s production line to enable them to bring a renewable energy product to market at a competitive price,” says Sami Atiya, President of ABB’s Robotics & Discrete Automation Business Area. “In helping Absolicon to accelerate their production from three units a day to one every six minutes, our robotic solutions are playing a key role in accelerating the global adoption of sustainable technology, ensuring Absolicon’s production partners are able to consistently produce solar collector panels globally.”

The next phase of the project involves supplying complete robotic production lines to manufacturing partners across the globe and ABB and Absolicon have agreed they will collaborate on the development, sales and marketing of the robotic production line worldwide.
“Our vision is to enable a cost-effective mass-production of solar collectors across the world, to produce heat directly from sunlight,” adds Byström. “Our work with ABB to create this automated production process is a key enabler to realize our vision, while ABB's global service organization will be a very valuable resource for our new customers as we roll-out our new automated production line globally.” The first installation has already been delivered to a partner in China, and framework agreements for the acquisition of robotic production lines have been signed with businesses in a dozen countries, with ABB supplying the robots for all new installations.
Environmentally-friendly complete solution for Togg
Turkey’s first smart and connected EV manufacturer
Sep 21, 2023 — Production is underway at Togg’s new Technology Campus. Turkey’s global technology brand and first smart and connected EV manufacturer has an ambitious target for its Togg Technology Campus for electric vehicles: to be one of the most environmentally-friendly plants in Europe. Dürr planned and built the paint shop as a general contractor and supplied systems for the final assembly process. NEXT.assembly, Dürr’s bundled technology spectrum for final assembly as a complete solution was used for the first time, enabling Togg to achieve unparalleled efficiency in vehicle assembly.
At the x-wheel wheel alignment stand, vehicles are tested and adjusted using the latest sensor technology © Togg
175,000 units smart and connected EVs are to roll off the production line annually at the Gemlik Togg Technology Campus in western Turkey by 2030. The turnkey paint shop project was awarded to Dürr in 2020 and a second order for the final assembly system followed in 2021. Together, they covered all plant engineering, application technology and marriage, including fully automatic screwdriving stations and inspection equipment. “The pretreatment and cathodic electrocoating systems are already rated for the final expansion stage, while the plans include provision for doubling up of all other power units in the layout. Therefore, Togg can react quickly if the capacity requirements increase, for example, by adding a second oven or an entire line,” explains Bruno Welsch, CEO & President Paint and Final Assembly at Dürr Systems AG. Production started only recently.
Cutting water, electricity, and heat consumption
Togg initially opted for a lean painting process to minimize energy demand. The base coat and clear coat of the internal and external paint finish are applied in a single topcoat line with integrated primer application, eliminating one drying phase. The solvent-based paints contain 30 to 35 percent more solid content than standard paints to achieve the required layer thicknesses with lower discharge rates.

The EcoDryScrubber dry separation system concentrates the solvents released into the exhaust air fully automatically and separates the overspray –saving resources in many ways. The system requires virtually no water and very little energy for air conditioning, which is usually one of the highest energy consumption processes in painting. Spray booth air recirculation of up to 95 percent means that heat and electricity consumption is reduced by up to 80 percent and 50 percent, respectively. This reduction also pays off economically, with energy consumption reduced by up to 60 percent. Togg goes well beyond the legal requirements with one additional measure to protect the environment. The Oxi.X, a regenerative thermal oxidizer (RTO) that can be operated auto thermally – in other words, without a primary energy supply for the burner – disposes of the booth exhaust air.
Latest technology for high-color brilliance
Togg insists on high standards not only for environmental friendliness but also for coating quality. Next-generation Dürr robots apply the paint, including the seven-axis EcoRP E043i, which is mobile enough to paint doors from the inside and open tailgates. A unique technical feature is the EcoBell 3 atomizers equipped with two main needles, which apply colored clear coats for particularly shiny surfaces. The second main needle eliminates the time-consuming rinse cycles previously required, reducing detergent consumption and ensuring the fastest color changes within the required cycle time.

A new way of looking at final assembly
Togg benefits from NEXT.assembly in the final assembly area. Whereas individual components were previously the focus, the final assembly system is now considered a whole unit to make vehicle assembly as efficient as possible. NEXT.assembly bundles all of Dürr’s technology and consulting portfolio for maximum efficiency in the vehicle assembly process. The result is the most comprehensive final assembly portfolio on the market to-date. It is available as a complete solution or in individual modular parts. “Togg is the first car manufacturer to choose a complete solution from our final assembly offering. We developed a highly customized, resource-conscious solution that results in high synergy and efficiency at all levels along the whole line with precisely coordinated processes,” reports Andreas Hohmann, Vice President Consulting & NEXT.assembly.
Modern conveyor technology for doors and bodies
Dürr’s overhead conveyors ensure efficient processes. A total of 57 lightweight overhead conveyors transport the vehicle doors to a separate door pre-assembly line. Another 50 heavy overhead conveyors are provided for transporting the bodies. With the potential for future digitization, subsequent process integration or maintenance analysis tools is possible.
Window gluing as part of line tracking
One way to save material in pre-assembly is through precise dosing with the EcoShot Meter, which is suitable for almost all thick matter for sealing and gluing. The dosing unit, which is suitable for 1K and 2K applications, can also apply PU adhesives for window gluing. At Togg, these are used in the fully automatic gluing of windows and panoramic glass roofs. The automated process happens while the body is being conveyed (line tracking), making it much more efficient than the previous stop-and-go process where the vehicle conveyor had to be stopped for installation.
Flexible marriage process thanks to automation
Togg is ideally equipped for the specific marriage process for electric vehicles with a line divided into seven individual stations, including the fully automatic x-bolt screwdriving station with six individual spindles. They fasten the front-axle module, the battery, and the rear-axle module automatically with a total of 30 screwing points. A downstream manual screwdriving station fastens another 14 screwing points, which can be easily automated in the future.
Next generation of filling
The ProLine Cube guarantees faster and more high-quality filling for all media. As the technological core of the filling system, the fourth Somac adapter generation – the ergonomic G4 Blue Adapter – determines the fill quality and process time.
Exact 3D axle geometry measurements
The battery-powered vehicles are inspected and aligned in two complete end-of-line systems by the wheel alignment stands x-wheel, among others. They are equipped with the new x-3Dsurface sensors. These provide 3D measurements of axle geometries and align them with an extremely high level of precision and reliability. The wheel alignment stands are combined with the headlight measurement and adjustment systems x-light as well as the complicated ADAS calibration systems x-DASalign, which are used for calibrating the SVC (Surround View Camera), FLC (Forward Looking Camera), and FLR (Forward Looking Radar). The roll/brake/ABS test stands x-road for dynamic roll, brake, and ABS testing complete the end-of-line system.

“As the principal supplier, we work closely with Togg to meet high environmental and quality requirements,” says Bruno Welsch. The service offering is rounded out by the Turkey-based Dürr team, which will take over the ongoing servicing of the system in the future.
Robotics contributing to human well being
Robots in Pharmaceutical and Medical Fields
Jun 22, 2023 — When using robots in the pharmaceutical and medical fields, Stäubli is one of the pioneers. For decades, the company has been dedicated to the development of robots for life science applications and today can offer a wide range of four- and six-axis kinematics for these areas.
Clear vision under demanding cleanroom conditions: a high-precision Stäubli TX2-60L six-axis robot manages the precise and jerk-free motion sequences of a 3D camera. © Stäubli
Hundreds of examples in medicine and pharmaceuticals demonstrate how the further development of robotics is opening up new areas in these highly sensitive fields of application. Here is a small selection of pioneering solutions.
A clear vision on surgical procedures
One world-first in medical robot technology is the RoboticScope system designed by – again – a startup company, this time from Innsbruck/ Austria. The three founders of BHS Technologies GmbH have designed, to describe it very briefly, a combination of a high-precision robot, a high-resolution 3D camera and an innovative head-mounted display (HMD).
The result: The surgeon is able to look directly into the operating field via a Head-Mounted-Display (HMD). Two digital microdisplays integrated into the HMD directly in front of the surgeon’s eyes show high-resolution, real-time 3D images relayed by the dual camera lenses mounted on the robot head. The position of the robot determines the visible image, allowing the surgeon to operate in a freely selectable and completely relaxed head position.
The surgeon retains control over the exact image field and viewing angle, automatically steering the robot with contact-free head movements. He can easily select the viewing angle of the 8x zoom lenses and even control a sophisticated menu from a microdisplay, allowing the activation and control of further functions.
In this application, the hygienic design and – no less important – the highly precise and jerk free motion of the Stäubli TX2-60L were the reasons for selecting this type of robot. They make sure that the operator always has, in a literal sense, a clear picture of operating field.
As with the entire range of latest six-axis Stäubli robots, the enclosed structure allows for a protection class IP65, with the wrist being IP67 compliant. With cleanroom class ISO 5 as a standard, this six-axis machine allows BHS to save on the potential extra costs of upgrading to a cleanroom version. While in the operating room, the TX2-60L is covered with a sterile sleeve, further preventing any particle emissions and making it ideal for use in these stringent cleanroom environments.
In addition, the new machines are more lightweight, rigid and powerfully motorized, making them even more dynamic. With an accuracy of 0.02 millimeters, they are more precise than ever before.
The six-axis machine is driven by a Stäubli CS9 controller receiving signals from its own digital safety encoders (one per axis) and an integrated safety board. All coordinates of the robot, as well as speed and acceleration, are logged in real time.
Some 500 surgeons around the world have now trialed the RoboticScope. The device is so intuitive that more than 90 percent of users master it after just ten minutes. The TX2-60L contributes to this success by its hygienic design and precise, jerk-free movements, giving just one more example for the use of Stäubli Stericlean robots in pharmaceutical production, innovative medical technology and in the operation theater.
Sterile filling of hyaluron gel
Zellwag Pharmtech AG - a company of the renowned Swiss company Rychiger AG - has recently developed a fully automatic filling and sealing system for hyaluron gel (HA gel). This ingredient is in great demand because it works as a true fountain of youth for the skin.

The Z-810 R-2 machine fills and closes syringes with HA gel not only under cleanroom conditions but also under vacuum because injecting air under the skin is extremely dangerous and must therefore be avoided.
A Stäubli TX2-90 Stericlean six-axis robot is able to handle syringes, vials and cartridges in a confined space. In the first machine of its kind, which was delivered to a pharmaceutical company, the robot receives a tub with one hundred prepared and sterile syringes and holds the syringes precisely under the filling valve in such a way that two are filled at a time. After 50 cycles, all syringes are filled. The highly dynamic Stericlean robot places them back into the tub which is transported by a conveyor system for further processing. In this way, filling rates of up to 2,200 syringes per hour are achieved, the limits here being set by the viscosity of the gel and not by the robot.
A major characteristic of this multi-format line is the high degree of flexibility. Nested and sterile containers with different formats such as syringes, vials and cartridges made of glass or plastic can be processed on the same filling line. The user, in effect, is able to adapt the line to the current demands of the (beauty) market. He can do so in short time because when it comes to programming, there is another unique feature of the Stäubli Stericlean range: thanks to their uniVAL plc interface, the six-axis robots can easily and quickly be programmed directly via PLC from well-known manufactures, in this case a Siemens plc.
This eliminates the need for complex subsystems and interfaces that are difficult to understand, from programming to qualification – and it allows programmers to continue working in their familiar environment without having to learn the robot programming language.
World´s first robot-based reclamation of hip femoral bones for implants
There are robot applications, though, where flexibility is just a minor issue. This is the case in the automated line of Belgian start-up company Texere Biotech. Here, Stäubli Stericlean robots process femoral heads (i.e. the top end of the human thigh bone) in a fully automated line into cuboid implants known as “bone allografts”.

These implants are in high demand as “natural” material for replacing bone material after, for instance, tumor surgery. But the supply is smaller than the demand because up to now, the “bone banks” relied on manual production methods with poor yield. And the danger of cross-contamination could never be excluded totally.
Dr. Denis Dufrane, founder of Texere, worked for a number of years as a specialist in bone grafting – and he settled his company with the desire to supply a greater number of allografts. The solution: Six Stäubli Stericlean robots are installed in a hermetically sealed and extensively glazed 40ft module. The femoral head is inspected, cut by a fully encapsulated waterjet machine, chemically treated, sterilized and inserted into vacuumed vials.
Hygienic standards are extremely high: For each hip bone, a separate kit of vials, labels and even grippers has to be provided. When selecting the robots, there was no doubt that Stäubli proved to be the best solution because the Stericlean robots offer unrivalled hygiene standards.
Dr. Dufrane is satisfied that the time, effort and capital investment in the system has been worth it: “For the first time, we have realized a completely automated system for processing bone tissue. The results include a significantly better yield, higher volumes and lower costs. Above all, full automation gives us a very high level of safety. Contamination, including cross-contamination risks, can be excluded. This is poised to become now a new gold standard for bone implants.”
Bahner and Schäfer integrate robots into production
Automation of a traditional Saxon company
Jun 21, 2023 — Small and large series are covered by Bahner and Schäfer as well as single pieces and prototypes - in numerous variants and made of different spring steel types. With a new robot cell from ICM built around a Kawasaki robot, the traditional company is getting ready for the future.
The robot system developed by ICM around a Kawasaki Robotics RS010L ensures higher production, maximum quality and reduces the workload of the employees. © Kawasaki
Since its foundation in 1931, the Saxonian Bahner und Schäfer GmbH has been producing technical springs and bent parts for numerous industries in the third generation. In two production halls at the Oelsnitz site, the family-owned company manufactures components for customers throughout Europe and North America, always precisely tailored to individual requirements and special applications. Small and large series are covered by Bahner and Schäfer as well as single pieces and prototypes - in numerous variants and made of different spring steel types. With a new robot cell from ICM built around a Kawasaki robot, the traditional company is getting ready for the future.
Managing Director Tabea Schäfer, who has been responsible for the technical springs division since taking over the company in 1993, is focusing on automation and technical innovations in order to promote the long-term growth of her company. Thus she decided early on to focus primarily on small and medium-sized series in order to be able to supply small and medium-sized customers flexibly and precisely.
A personal relationship with her customers and fast response times and deliveries have proven to be key factors for Tabea Schäfer's success from the very beginning.
For a long time, some production processes were still carried out manually by the employees at Bahner and Schäfer, such as subsequent chamfering or the individual positioning of parts for subsequent heat treatment. This procedure not only required more time and money, but also always presented the risk of deformation.
Automation: The choice fell on ICM and Kawasaki Robotics
For Tabea Schäfer it was clear for a long time that something has to happen. The challenges have changed rapidly over the years, today automation is an important factor to meet the demand and special requirements of customers from many industries.
This line with six Stericlean robots processes humane hip bones to cuboid implants.
At the opening of the SME 4.0 Competence Center in Chemnitz, she came into contact with ICM on the recommendation of other companies and was quickly convinced. The ICM - Institut Chemnitzer Maschinen- und Anlagenbau e.V. is a non-profit research institute for innovations and system solutions in mechanical and plant engineering, with a special focus on small and medium-sized enterprises. Although three other suppliers were also guests at Bahner and Schäfer, ICM was able to score points above all with its broad expertise in various fields, says Schäfer: "Our project was complex and not all developments could be planned in advance from the outset. We don't have our own in-house engineer, so it was all the more important for us to have a qualified contact person who not only tells us how it's done, but also receives, checks and implements our ideas in a targeted manner. The combination of ICM and Kawasaki Robotics was therefore exactly right for us".
The premise of the search for an automation solution was and is simple: more flexibility.
"The bending machine for production is flexible, so the robot system must be too," says Schäfer.
Requirement: Increased production and relief for the employees
Before the first robot came along, there were concerns among the staff, but for Tabea Schäfer it was clear: "If we miss the opportunity to automate now, we might not have any orders in 10 years because we will be too expensive then. That way we will remain future-proof in the long term". The employees' worries quickly disappeared and the benefits became clear: the growing number of new jobs could be handled without pressure, and automation provided the necessary breathing space.
In addition to relieving the strain on the employees, automation also had another important task to accomplish: After reunification, many older employees with a great deal of specialist knowledge were hired, who are now gradually retiring. The generation change that took place in this way brings many young employees who value family-friendly working hours. The use of the robot system provides the necessary planning and automatic scalability of production.
Challenging, but successful: The implementation of the system
After the decision for ICM and Kawasaki Robotics was made, the implementation started promptly. The project turned out to be challenging, but due to a close and flexible cooperation it could be implemented in a timely manner.
"The planned robotic cell had to integrate itself not only into the available space, but also into the already established process chain - flexible and easy to operate," says Anton Ivanov, ICM project manager. At the center of the system: the Kawasaki Robotics RS010L. The RS010L is part of the universal R series for small to medium payloads, suitable for assembly, material handling, machine loading and many other applications. It has a maximum load capacity of 10 kg and a reach of 1,925 mm. Its special design enables the high-speed robot to have a longer reach and an extended working range.
The system automates the previously manually executed separation process of the bent parts, which at times was performed by up to 4 employees: The RS010L robot removes the parts from the bending machine and feeds them to a register for suspension or to an ICM designed end finishing machine - precisely and without unnecessarily bending or jamming the parts. An X/Y linear axis system with 3x2 m travel gives the robot, which is installed on the ceiling, additional room to move and acts as a seventh and eighth axis. "The design of a stiff portal as a three-legged construction was very challenging, as a classic four-legged portal was out of the question under the given installation conditions. Its vibration behavior was optimized using modern FEM simulation," says Anton Ivanov. Since flexibility plays a key role and the system has to be adapted quickly to different bent parts and materials, the robot can automatically pick up the appropriate gripper at a tool change station - ICM relies on gripping systems from the specialist Zimmer Group.
Conclusion of the new system after one year of operation
After its commissioning in April 2019, the new plant was able to quickly optimize production through automated handling: The number of pieces produced is significantly higher, and if necessary, night-shift operation is also possible without any problems, thus allowing for much more flexible production. "Previously, there was no shift work at Bahner and Schäfer, but the robot offers the necessary flexibility and can, for example, completely automatically handle its own shift. Furthermore, the system frees the workers from monotonous work and the production assistants can devote themselves to numerous other tasks," explains Marcel Ott, who is in charge of software development for the project at ICM.

The system can be adapted for new parts in less than 15 minutes. This means that Bahner and Schäfer can change over production in the shortest possible time. The system around the Kawasaki Robotics RS010L also ensures consistently high quality: the deformations of the bent parts that often occur in manual operation are a thing of the past.
"All information on the status, the current workload and the current cycle can be read out and visualized at any time. This means the system can also run overnight or over the weekend - with a full overview," says Marcel Ott.
The robotic cell can be adapted to new productions in the shortest possible time thanks to a quick gripper change and the possibility of attaching different parts.
The first step of automation is done - what's next?
The automation at Bahner and Schäfer continues to progress: Tabea Schäfer and her team are planning to map even more applications with the existing Kawasaki robot - this is how the investment already made is to be optimally utilized. In addition, in the future especially younger employees of Bahner and Schäfer will be trained in the handling and programming of the robot.
The demands on production are also growing: in the future, even more complex bent parts and springs are to be produced, and more often small quantities of individual parts. There are also already plans to use robots on other machines for removal in the long term - for example, for the post-processing of tension springs for reworking. When it comes to automation, the traditional company is taking a step-by-step, but long-term and continuous path.
Intelligent robots for commercial laundries
FANUC and Sewts close automation gap
May 09, 2023 — In the industrial laundry sector, automation has made it possible to process up to 100 tons of textiles per day, almost entirely without human intervention. However, until recently, loading towels or bed sheets into laundry folding machines was still a genuinely manual task.This is where Sewts, a Munich-based start-up, comes in with its new robot system, VELUM, that can perform this task without causing creases.
“The market potential is significant," explains Sewts co-founder Till Rickert. He estimates that there are around 25,000 laundry businesses worldwide that could benefit from the technology. The first VELUM systems have already been installed, with customer Greif Textile Mietsysteme in Wolfratshausen, Bavaria, using the system since November 2022. The robot system processes an average 500 to 600 textiles per hour, automating a task previously performed manually.
Currently, the performance of the VELUM system is comparable to that of a human operator, but with continuous over-the-air software updates, the system’s range of functions is continuously expanding, improving its efficiency. Depending on the workload, the VELUM pays for itself after one and a half to two and a half years, according to Rickert.
“One initial challenge was the tight installation space in which very fast movements have to be executed”, explains Rickert. Sewts used two simulation tools during development. FANUC ROBOGUIDE software to analyse robot movements and space requirements, and advanced material simulation software to simulate the behaviour of different types of textiles. The system installed in Wolfratshausen uses two FANUC M-10iD robots with a payload of 12 kg and a range of 1,400 mm.
The VELUM system’s centrepiece is its intelligent software that can analyse deformable materials and predict their behaviour when gripped. When combined with a FANUC robot and a 3D camera system, the software can identify textures, seams, and corners of individual textiles, locate them in space, and create control commands, enabling the robot to grasp textiles at an ideal point in real-time.
Sewts plans to increase the number and performance of VELUM systems gradually. The start-up is already working on the next innovations, robots with vision systems to process textile returns for large online retailers in the future. Due to labour shortages, such returns are often processed in far-away countries, resulting in long transport routes and wasted goods. "In the future, thanks to automation, such processes could take place close to the customer," Rickert hopes.
Shaken not stirred – robots in the cell factory
Production of vaccines – with the help of Stäubli robots
Mar 21, 2023 — Chengda Biotech manufactures vaccines for rabies, encephalitis and other diseases. The vaccine is cultivated in cell factories: small trays which not need only handling but also oscillation flips, i.e. continuous movement in order to make the vaccine material reproduce itself. In a new factory in Benxi, Stäubli TX200 Stericlean robots fulfil these tasks. It is the first application of this type of robot in China´s bio-technological production.Chengda Biotech is producing different vaccines, made with bio-technological processes. © Stäubli
The production of vaccines by means of biotechnology is a complex process that has to run steadily and under stable conditions. These are good pre-conditions for automation, which is exactly what Chengda Biotech has achieved.
The company whose full name is Liaoning Chengda Biotechnology Co. Ltd. Established itself in 2002 in Shenyang. Today, more than 800 employees are here producing human vaccines. The two main products being produced are a rabies vaccine („ChengdaSuda“) and an inactivated encephalitis vaccine („ChengdaLibao“), both produced in annual quantities of about 10 million copies. Furthermore, Chengda Biotech has succesfully developed vaccines to fight other diseases like hepatitis A, HPV and influenza - all of which are manufactured using biotechnology. Here, the company makes use of a high-density bioreactor platform.
For the production of the hepatitis A vaccine, a new factory in Benxi was established. Its aim was to produce 3 to 4 million units per year while making use of a high degree of automation.
A robot in the cell factory
At Chengda Biotech in Benxi, a great example of automating new production takes place – robots fulfil the sensible task of handling cell factories. These are frames with 160 trays contain a nutrient solution in which adherent cells are inoculated. The cells are growing, while the medium in the trays needs to be changed. In a second step, virus-infected cells and virus media are added. Finally, the virus – which is the highly effective vaccine – can be „harvested“.
The task for the Stäubli TX200 Stericlean robot is to grab these frames, which are manually pushed to the positioning point. In order to do so, the robot positions its arm in front of the frame where a vision system installed at the end of the arm detects the exact position where the clamp connects. For this task, a Stäubli connecting system is employed.
The TX200 Stericlean then handles the cell factory and places it at the operating site. While doing so, it carefully shakes the frame in order to distribute the liquid evenly. Then the robot deposits the frame at the scheduled place where the cells are growing.
Cell culture growth with the help of a robot
The robot performs a manoeuvre called an „oscillation flip“. Here, the robot regularly shakes and flips the product for long periods at different stages of cell culture. The entire cell culture process lasts more than ten days, with high requirements for robot stability.
At the stage when cells are added, the purpose of the oscillating movement is to evenly distribute the medium and the cells in the trays. At the fluid exchange stage, the cell fluid is poured with the help of the robot; at the virus harvest stage, viruses and cells in each layer are harvested, again supported by the Stäubli TX200.
Highest GMP level is achieved
One reason to automate this complex process was the desired stability of the environmental conditions, including the temperature. Because the robot reduces manual operations and the working environment temperature is unchanged from the entry and exit of the staff, it can better ensure the uniform stability of the finished product. Furthermore, then highest levels of cleanliness are achieved: The original process environment was GMP A + C. After using Stäubli robots, it was upgraded to the highest level, GMP A.
For obvious reasons, the production environment of the cell factories needs to be regularly – about once or twice a month – disinfected. For this process, Chengda Biotech uses VHP (Vaporized Hydrogen Peroxide). While this would not be possible with a normal robot, the Stäubli TX200 Stericlean is designed for such demanding environments, as its name denotes. The surface of this type of robots has a special coating, the key structure is made of stainless steel, and the entire housing is fully sealed. Therefore, this robot is resistant to hydrogen peroxide and other highly-efficient cleaning methods.
The advantages of automated vaccine production
From the viewpoint of Chengda Biotech, the robot-supported automated cell production also offers the advantage of reduced investment and operating costs. Following the installation of the robot, the number of CO2 incubators was reduced. At the same time, consumables such as protective clothing for the staff reduced, too, as well as the energy consumption of the temperature control.
Another point is safety and stability: As workers do not need to enter the factory room, the danger of contamination is minimized. With a temperature of 37°C and a 5% CO2 proportion in the breathing air, the conditions are far from perfect for the staff. Furthermore, the overall weight of more than 100 kg for a single cell factory frame simply requires some kind of automation. Chengda Biotech decided to fully make use of this principle.
Decision after careful consideration and comparison
Director of biological vaccine production sums up the results: „The robot solution offers lower cost and higher efficiency. It occupies less space, the process design is more flexible and – what is most important – it guarantees a high and stable quality of the vaccine that we produce.“ The comparison between several robot types and brands came to the following result: „Stäubli Stericlean robots have an advantage in stability and they are the only robots that meet the GMP A level requirements. There are also many successful application cases in the pharmaceutical industry. In the experimental comparison, the use of these robots exceeded our expectations. Stäubli has also provided high-quality services and technical support – including pre-sales simulation, after-sales service and training.“
Follow-up effects are expected
The exceeding of expectations led to a fast decision: Due to the research and the experiments, the customer's confidence in this solution and the Stericlean robots product had grown, so the order increased from two to three. It is the first successful application of a Stäubli TX200 Stericlean aseptic version in the domestic bio-pharmaceutical field. Stäubli China expects that other companies will follow this path of automation: At present, there are 48 vaccine companies in China, and more than half of them use cell factory processes which require handling and oscillating of the trays in which the vaccine is cultivated.
Increased Productivity at Okura Kogyo
Mar 20, 2023 — Okura Kogyo is a Japanese manufacturer of logistic equipment and systems. Their offering includes design, manufacturing, installation and maintenance of conveyors and conveying systems.The Challenge
At Okura Kogyo, the staff would manually load and unload workpieces (rollers) from the processors to trolley. The manual process needs to be done carefully to avoid damaging the workpiece. Like other manufacturers globally, the company is also facing labor shortages. As such, the company was looking for a way to optimize their current resources and to increase productivity and efficiency.
“To survive and thrive in an uncertain and rapidly changing world, we need to innovate at speed and to keep pace with technology and industry change.,” says Takashi Totogawa, Director of Okura Kogyo.
The Solution
Collaborative application is a clear choice for Okura Kogyo
Combining OnRobot VGC10 gripper and Omron cobot, the manual processes of loading and unloading workpieces are fully automated.
The VGC10 gripper has a customized fixture with 4 suction cups and is programmed to handle 2 rollers at a time to match the production cycle. With unlimited customization to fit various needs, the compact, lightweight VCG10 gripper is perfect for tight space and is able to lift small, odd-shaped, and heavy objects even with a smaller robot arm.
The collaborative application is installed on a mobile container, which can be moved and plugged in anywhere, anytime. It does not require big footprint and it is able to work safely alongside employees; no safety fence is needed.
“Setting up collaborative application was fairly quick, we only took 3 days for the complete deployment.” says Mr. Hiroki Kuribayashi, Sales Manager.
The Benefit
Employees of Okura Kogyo now do not have to perform strenuous, repetitive work on the machine. They no longer need to be stationed at the machine for hours and they are able to focus on higher value duties. Collaborative application has helped Okura Kogyo achieve an ROI of 11% while maintaining work safety and high quality output.
About Okura Kogyo
Established in 1964 in Kakogawa City, Okura Kogyo is Japanese manufacturers of logistic equipment and systems. The company has around 139 employees in Japan.
New colleague: LBR iisy assists plastic finishers during quality inspection
Easy integration desired
Jan 12, 2023 — A flexible, efficient and meticulous employee is what every boss wants, and that’s precisely what Bastian Fest from FMO Surface found in the LBR iisy. Hand in hand with its team, the cobot now checks Data Matrix codes for quality and completeness. The new colleague has been accepted unreservedly and it’s no problem to train either, even for employees with no experi-ence of programming. Quite ‘iisy’, in fact!The KUKA Cobot LBR iisy is the first robot to run on the new, easy-to-use KUKA operating system iiQKA.OS. © KUKA
Flexible and simple: everything is iisy
At a trade fair in the German town of Kassel, Bastian Fest, Managing Director of FMO Surface GmbH & Co. KG, met KUKA Sales Engineer Robert Korte, who introduced him to the LBR iisy collaborative robot. The entrepreneur was immediately convinced of the advantages of the cobot. Fest then took a closer look at the LBR iisy at KUKA’s branch office in Siegen and decided to purchase it – easily and conveniently via the online KUKA Marketplace. “The LBR iisy combines several factors that we require: flexibility, ease of programming and suitability for collaborative operation. That is why we purchased it, without knowing exactly where we wanted to use it,” says Fest of this rather unusual approach. As far as the programming of robots is concerned, Fest describes himself as a beginner. Although he did complete a training course at the KUKA College when purchasing his first KUKA robot, a KR CYBERTECH, four years ago. All the more reason for him to be delighted with the new cobot, whose ease of use means that even novice pro-grammers can get to grips with robotics.
Automation in small and medium-sized enterprises
FMO Surface, a family-owned company specializing in the finishing of plastic surfaces, was founded in 1999 in Lemgo, in the region of East Westphalia-Lippe, and currently employs 75 people. Around seven million bus connectors are laser-marked with Data Matrix codes (DMC) here every year. A few years ago, the company began to automate various processes. The cooperation with KUKA began with a KR CYBERTECH nano (KR 10 R1420), which is used for palletizing and for tending a laser system. Two years later, another KUKA robot from the KR CYBERTECH series was added, which can turn over, measure and laser the plastic parts to be finished. “Particularly in view of the shortage of skilled workers, automation plays an important role for a medium-sized company like ours,” explains Bastian Fest. The LBR iisy then joined the robot portfolio in March 2022.
A challenge for the LBR iisy
The job that suited this new colleague was quickly found, namely in the quality control of bus connectors. Bus connectors are laser-marked with Data Matrix codes, each with a numerical sequence of eight digits, before being installed in controllers. Since multiple components are marked with a DMC and are dependent on one another, reliability is of paramount importance with regard to the traceability of an entire module. For this reason, special attention must be paid to checking the quality and completeness of the Data Matrix codes. This was previously carried out by human employees at FMO Surface, manually, using a scanner. Just in time for the start of spring 2022, the LBR iisy took over this task. The cobot now works hand in hand with laser department foremen like Tim Hertz. Hertz reports: “We save an enormous amount of time using the LBR iisy because we no longer have to scan each part individually. And if the cobot reports a fault, we don’t have to open a cage or stop an entire system, we can simply remove the defective part and replace it.”

“Easy integration desired”
Attracting human employees for monotonous yet demanding tasks such as checking Data Matrix codes is becoming increasingly difficult for companies like FMO Surface. Training the LBR iisy, on the other hand, posed no problems. “It took us just 30 minutes to unpack and install the robot and perform initial programming,” says Bastian Fest. With the aid of the KUKA smartPAD pro and the KR C5 micro robot controller, even employees with virtually no experience of robot programming can operate and train the cobot. “The LBR iisy runs on the basis of the new iiQKA.OS operating system, making it easy to install, configure and program,” explains Robert Korte from KUKA. The cobot is not only up and running in just a few minutes, but it can also be adapted to new challenges equally quickly. An enormous advantage for Fest: “We don’t have engineers here, so ease of integration is all the more important.”
How the cobot checks Data Matrix codes
Equipped with two cameras, the cobot now checks Data Matrix codes. There are 200 plastic parts on a tray, which are slid under the LBR iisy with its two Keyence cameras. “In the first step, the quality of the codes is spot-checked on the basis of 20 parts,” explains foreman Tim Hertz. “If everything is OK, the cobot moves over the tray again and checks whether all 200 parts are present and all codes are readable.” One camera checks the quality with the associated software, while the second is responsible for completeness. If anything is wrong, in other words if a code is of insufficient quality or incomplete, the robot stops and indicates which bus connector is affected. A human colleague can then replace the faulty part; the tray is checked again and ideally released.
Speeding up processes, relieving employees and protecting customers
In the past, reports Tim Hertz, this type of quality control for DMCs was much more time-consuming. “When checking for completeness, we had to scan each part individually,” says Hertz. For this, an employee had to take the components out of the tray and subsequently put them back again. Today, with the LBR iisy, this task is performed much faster and more precisely. According to Bastian Fest, the customer – an automation company – specifically wanted an automated solution. This is because installing an imperfect bus connector in the controllers could prove to be costly. Bastian Fest reports: “The bus connector is used as the very first part of the controller. It is soldered, screwed onto a circuit board and the whole controller is built around it. So, if the Data Matrix code is poor, when will that be noticed? In the goods dispatch department!” At that point, the damage is considerable.
Cobot with all-rounder qualities
The LBR iisy can be integrated into existing processes just as easily as it can be repro-grammed for new tasks. From loading machines to packing or various handling tasks, the LBR iisy has everything under control. “The LBR iisy’s integrated cable routing and energy supply system also enable quick and easy tool changing,” adds Robert Korte. For new applications, the cobot can be equipped at any time with additional accessories from the KUKA Marketplace. For Bastian Fest, this is a real bonus: “With this product, I naturally have something that is highly flexible. It makes no difference to the robot whether I mount a suction cup, a gripper or a camera on the front, but it enables me to cover my entire spectrum.”

Safe human-robot collaboration
The employees at FMO Surface were enthusiastic about the new colleague right away, emphasizes Managing Director Fest. There was no reticence. Robert Korte explains: “Thanks to the safety features, collaboration with people in a single workspace is possible.” Equipped with sensitive joint torque sensors in all six axes, the LBR iisy reacts im-mediately to the slightest contact and offers certified collision protection. This makes it the ideal assistant in any production facility. Bastian Fest is already planning to automate further processes. He notes that the cobot could also provide valuable services in pad printing in the near future. Furthermore, he is also hoping to make use of the larger versions of the LBR iisy with their payload capacities of 11 and 15 kilograms.
Katcon maximizes operational efficiency and flexibility with ABB’s FlexArc
Production of catalytic converters for cars
Dec 19, 2022 — An automotive parts supplier harnesses the flexibility of ABB’s robotic welding cells to respond faster to end customer demands while maintaining cost efficiency.FlexArc robotic welding cells © ABB Robotics
From being a single product manufacturer to becoming a global supplier of automotive exhaust products, the rise of Katcon has been remarkable. In just 27 years, the Mexico-based manufacturer of catalytic converters has broadened its portfolio, expanded into new geographies and is now a leading supplier to some of the world’s biggest automotive companies.
As business has boomed across the globe, Katcon has been faced with the need to rapidly increase its production capacity. After some research, the company decided it needed an automated welding solution that could be easily programmed to enhance the flexibility of manufacturing at its factory in Warsaw, Poland by enabling it to quickly ramp up or scale down its production to maximize the efficiency of its operations. In 2016, Katcon commissioned its first batch of six FlexArc cells from ABB. Available in a range of standardised packages, FlexArc robotic welding cells incorporate everything needed for a welding application, including welding robots with superior motion control software, positioner and associated welding equipment, all built on a common platform.
Easy replication
ABB’s Robotics Application Centre in Czech Republic designed a welding cell for Katcon that could be easily replicated to increase capacity. Unlike other welding solutions that need to be created from scratch, Katcon operators can seamlessly upload programs from a previous work cell on to a new ABB FlexArc, using the same jig design. Able to be replicated in any Katcon factory across the globe, the cells help reduce the time and cost involved in modifying production lines to meet changes in customer demand.
Flexibility
Flexibility is at the core of the FlexArc’s design. A significant variable in Katcon’s operations is that the company does not have guaranteed quantity demands from its end customers and needed a solution to mitigate some of this uncertainty.
ABB’s FlexArc is ideal for such a situation as one welding cell can be easily adapted for other products. Depending on the forecast by the end customer, Katcon can set up the welding process and use as many or as few FlexArcs as it needs. The flexibility of the welding cell allows the company to use the same jig to make products for different customers with minimum changes to the design.
“Designing a jig is very expensive, but as the ABB FlexArcs are exchangeable between cells, they offer Katcon a better way to utilize them. If a customer wants more products, Katcon only has to make a few changes to the basic frame of the jig and can start production instead of having to change the entire design which can take up to a couple of months. This expense can often exceed the expense of the entire robotic cell,” says Tomas Kostovcik, Sales Manager/ ABB.
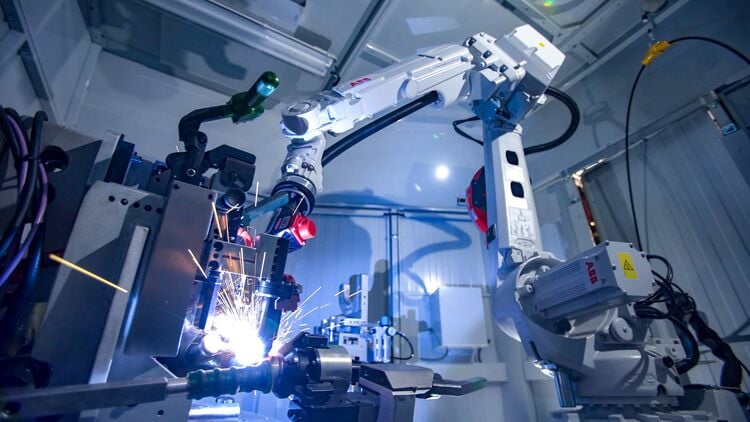
Today Katcon operates 27 FlexArcs at the factory and plans to order more for its upcoming factories. At the Warsaw facility, the company uses three types of welding cells, most of which are equipped with variants of the ABB IRB 2600 welding robot that has a unique combination of high payload capacity, and large working range. Other cells use the ABB IRB 2600ID robots with Integrated Dressing, which are designed to offer higher agility and work in smaller spaces. Three types of ABB high-accuracy positioners and other welding equipment are also used in the FlexArc cells.
Improving worker productivity and safety
The FlexArc cells are helping to enhance both worker productivity and safety. On one side of the positioner, an operator loads the parts that need to be welded on a fixture. The IRB2600 robot located on the other side then welds the parts together. Once the welding is complete, the machine delivers the finished parts to the operator who unloads them and replaces them with new parts. The accuracy and speed of the robot’s welding is enhanced by ABB’s TrueMove and QuickMove motion platforms that optimize the welding path, reducing re-works and lowering the production cycle time.
The integrated design of the FlexArc offers an increased level of safety during the welding process. Metal sheets cover the electrical installations and wires are enclosed in special steel frames. This also protects the cell from sparks created during the welding process. All ABB FlexArcs are delivered with fume hoods that can be connected to fume extraction systems that are necessary to protect human workers and keep the working cell free of debris.
Maximizing efficiency
Every FlexArc cell built by ABB can be simulated on RobotStudio, ABB’s offline robot programming software. Using ABB’s dedicated PowerPac welding software add-in, Katcon can create complex robot paths for its FlexArcs in a short amount of time. Using RobotStudio, the company can inspect every aspect of the welding process virtually before the actual setup is made without impacting on the real production process. Possible issues such as collisions between the welding torches and jigs will be highlighted in the working simulation, enabling them to be rectified if needed.
“RobotStudio gives Katcon another avenue to maximize their investment in the FlexArc welding cell. By simulating a new project, Katcon can estimate production costs, cycle times and understand how many operators or how many welding cells are needed for the project. By connecting RobotStudio to engineering programs such as AutoCAD, ABB can also import the design of jigs and check the entire welding set up before the start of production,” says Robert Mrozik – Sales Specialist/ ABB.

“Each new design of jigs and any new produced parts can be uploaded to Robot Studio for the customer to check for any outstanding issues. We can check reachability for welding process, torch positioner and jig construction. We can easily check for collisions between the welding torch and any parts of jigs. Overall, this solution reduces production costs for welding jigs, which ultimately means savings for Katcon’s customers too.”
A key advantage for Katcon with the standardized FlexArc welding cell design was that its employees did not have to undergo extensive training before they began operating the machines. Moreover, the intuitive FlexPendant graphical user interface makes it easy for operators to get an overview of the entire status of the cell and enables them to communicate effectively with all the functions within the cell and access information regarding its performance.
ABB is able to design cells specifically to the needs of the customer. With the ABB training center and Warsaw headquarters situated close to the Katcon factory, ABB can provide rapid after sales support and services to the company.
Man and technology in close contact
Emerson uses space-saving automation through collaborative FANUC robot
Dec 19, 2022 — As a leading manufacturer of press tools for building sanitary technology, Emerson Professional Tools AG must manufacture reliably and with process stability. For this reason - and due to tight space conditions - the Cobot CRX-10iA/L from FANUC has been used on a lathe since the beginning of 2021. It is compactly built and increases machine availability to up to 96 percent.
The new FANUC cobot at Emerson unloads finished parts at the Nakamura WTS-150 and removes residual pieces from the bar feeder - around the clock © FANUC
With around 80 employees, Emerson Professional Tools has been developing, manufacturing and assembling pressing tools and pressing jaws for pressing fittings with various diameters - from 12 mm to 108 mm (4 inches) - at its Swiss site in Sissach for over 35 years. These are primarily used for connecting sanitary, water and gas pipes in buildings.
The company's high-quality products are based on highly qualified employees and modern machines and systems. These include a 5-axis CNC lathe Nakamura WTS-150, whose existing portal automation solution failed at the beginning of October 2020 due to a defect. Plant Director Stefan Rüdisühli therefore had to quickly find a solution together with the machine operators.
He explains: "A repair would have been very time-consuming and expensive, so we preferred a new automation system." The challenges were manifold. The solution had to be reliable, easy to install, reasonably priced and available as quickly as possible. "In addition, we had to be economical in terms of space," adds Stefan Rüdisühli, who is responsible for the management and further development of the site and thus also for production.
Automation with CRX runs smoothly and reliably
In his search for a suitable supplier, Stefan Rüdisühli contacted the Swiss FANUC subsidiary, among others. The reason for this was, on the one hand, decades of good experience with FANUC controllers and, on the other hand, two FANUC robots that have been reliably in use since 2019 and 2020. Although Emerson is entering new territory with the Cobot CRX-10iA/L, "the solution has convinced us in every respect, and we can't imagine a better automation for this CNC lathe, even from today's perspective. It runs perfectly and reliably. We are also very satisfied with regard to all other challenges."
As a collaborative robot, the FANUC CRX-10iA/L does not need any elaborate safety devices, which ultimately has a positive effect on its footprint. The decisive factor here is that it fully complies with the safety standards according to ISO 10218-1. Another important feature for safe handling are its sensitive sensors, which trigger an immediate safety stop when a human body is touched. The anti-trap protection and the soft rubber skin with which the CRX is partially covered also ensure that the machine operators always feel safe and work without fear in close contact with their robot colleagues.
Machine availability per day increased to 96 percent
The tasks of the FANUC cobot are clearly defined at Emerson. It unloads finished parts from the Nakamura WTS-150 and removes remnants from the bar feeder. That is exactly what it does around the clock. Even an unmanned ghost shift is now possible with it. Thanks to the high process stability, Stefan Rüdisühli has been able to increase the daily availability of the lathe by to up to 96 percent. A value that delights the plant manager and his employees: "We are currently producing cylinder heads for our new generation of press tools on this machine. Our requirements are enormously high. Accordingly, the high availability of the entire system is currently helping us a lot."
The installation of the CRX-10iA/L as well as the initial programming for the tasks to be performed were carried out by experienced technicians from Wick AG - supported by Emerson machine operators. The system house from Küssnacht in Switzerland has been developing automation solutions for small and medium-sized companies for around 20 years. Robotics in general and the cooperation with FANUC Switzerland GmbH in particular play an important role for Wick. Guido Lüönd, CTO of Wick AG and member of the management board, emphasises: "We have already been able to gain some experience in dealing with collaborative robots in recent years. Not least because of this, the commissioning of the FANUC Cobot CRX-10iA/L at Emerson worked smoothly throughout.“

Lüönd is particularly enthusiastic about the ease of installation of the new CRX series: "Thanks to its lightweight, compact design, the FANUC CRX-10iA/L can be easily integrated into any work area or existing systems. We don't need a crane or any other lifting device for this." This is matched by the new, particularly compact R-30iB Mini Plus control system. The automation expert is also impressed by the convenient programming options: "The FANUC CRX-10iA/L allows Manual Guided Teaching. This means that the robot can be easily guided by hand to the desired positions, which can be saved on the tablet using the drag & drop function. This way, a new application is programmed in just a few minutes.“
Emerson is already planning further automation in which robots from FANUC are to play a leading role, because of the great progress that’s been made already.
HERMA Success Story
More momentum in roll transport thanks to AGVs
Dec 19, 2022 — In HERMA's halls, huge rolls of paper are transported and transferred without interruption, fully automatically and with maximum precision. As a leading European specialist in packaging and product labeling, the German company relies on driverless transport vehicles (AGVs) from Stäubli WFT.Safe interaction with its environment - Stäubli AGVs offer a seamless integration on the factory floor @ Stäubli
Before construction on its new coating plant started, the entire project was already planned with the automation expert and subsequently implemented.
THE CHALLENGE - When paper meets precision
In its Labels division, HERMA manufactures self-adhesive paper and film laminates using state-of-the-art coating technology and a high level of innovation. A high degree of automation is crucial for optimum material flow. Among other things, a driverless transport system for the newly built coating hall had to meet this criterion.
Weighing up to 4.5 tons, 24 kilometers long and 2 meters wide, the paper and film rolls are real heavyweights. This makes it all the more important to transport them to their destination automatically and precisely without additional sensors. From goods receipt via a high-bay warehouse to processing and subsequent shipping, the AGVs are loaded and unloaded several times. In addition to the smooth cooperation of the different machines, this requires a high positioning accuracy of 2 millimeters.

The system also had to be easily adaptable to new routes, machine locations and structural changes in the future. Stäubli WFT has realized this with a fleet of several AGVs, spread over two floors. The system can be flexibly expanded.
THE SOLUTION - Stäubli WFT facilitates driverless heavy transport
The intensive project was as challenging as it was successful. The modular AGVs with their patented drive technology consistently meet HERMA's specific requirements. For example, the dynamic control of the AGVs is carried out via a master computer, which allows the operator to react to changes quickly and easily. The omnidirectional vehicles fit seamlessly into the local conditions as well as the infrastructure and communicate with a variety of relevant interfaces – from the conveyor system to the warehouse management system.
Each delivery and pick-up station is approached fully automatically and precisely. For HERMA, all this means continuous material flow in three-shift operation.
THE BENEFIT - More material flow, less disruption
As a result of implementing the AGVs from Stäubli WFT, downtimes have been significantly reduced and productivity increased. However, this is not the only reason the project was successful, according to Frank Baude, Logistics Manager at HERMA:
"In addition to the continuous flow of goods and the noticeable increase in productivity we have experienced thanks to the AGVs, I would like to highlight the great collaboration. The pragmatism, the technical know-how, and the drive of Stäubli WFT to always achieve the best for us, that will remain in my memory for a long time."
Due to the inspiring and successful experience of the project, HERMA is currently considering using fully automatic vehicles from Stäubli WFT in the outdoor area between the individual parts of the building as well. The first concepts for this are already on the table.
Customer benefits
- Automated production chain
- Highly flexible material flow
- Precise maneuvering and positioning
- Smooth interface integration
- Future-proof through flexible expansion
ROBOTOR: the robot-sculptor that carves Carrara marble!
The Quarries of Carrara
Oct 05, 2022 — In the depths of the quarries, we met Filippo Tincolini and Giacomo Massari, the two co-founders of TorArt and Robotor, who have breathed life into a new era for sculpture, transforming their creative ideas into design objects and large-scale works with the help of HSD electrospindles."Right from the start, we believed that it was possible to combine tradition and innovation, turning TorArt into an artistic workshop that utilises the most innovative digital techniques, combining a deep respect for traditional hand workmanship with a passion for innovation, through the use of the most cutting-edge technologies out there." These are the words of the company founders Filippo Tincolini and Giacomo Massari, who go on to say "Our job is to make the work of artists a reality, and to meet the requirements of world-famous masters such as Barry x Ball, Jeff Koons, Francesco Vezzoli, Vanessa Beecroft, Giuseppe Penone, Maurizio Cattelan, Zaha Hadid and Jimmie Durham, to name just a few, as well as to succeed in implementing digital archaeology projects and recovering artistic heritage, such as the New Monumental Arch of Palmyra, and works by Canova, Michelangelo and Thorvaldsen - these projects have led to improvements in the performance of the robots used, and this in turn has led to the birth of ROBOTOR".
Today, the mission of ROBOTOR is to deliver an automated technological solution to people which serves to simplify the production process, delegating stone machining operations to the robot. We are witnessing the start of a new era - not just of chisels and dust, but also of scanning and point clouds, where ROBOTOR technology adds value to the process, preventing the artist from having to carry out the most arduous, risky and dangerous work.
"Our strengths lie in our ability to transform the vision of artists with extreme precision and accuracy, whilst drastically reducing production times" explains Giacomo, continuing "Over the years, there are two particular moments in which our work has gained widespread visibility - the first of these was back in 2016, when we created a replica of the Monumental Arch of Palmyra, which was destroyed by ISIS. Our technology enabled us to reconstruct this precious ornamental archway in just 5 weeks, and from a three-dimensional scan, we were able to recreate the arch in a scale of 1:3 using 20 tons of machined marble. This work came to represent a symbol of the strength of technology at the service of mankind, standing against the barbarity and injustice of war. The arch has travelled around the world - from Trafalgar Square in London to New York and Geneva; it has proved to be of great importance for us.
The other key moment occurred this year, when the New York Times wrote about us, dedicating the front page of the print version of the paper and an online article to the company, in which it raised the question of the real authorship of works of art - in other words, whether robots can sculpt better than artists, such as Michelangelo, or whether contemporary artists actually put their own stamp on these creations. This discussion addresses a fundamental theme, and reinforces rather than undermines the importance of technology in our vocation at this point in time."
"ROBOTOR is the end result of an extraordinary idea: delegating the task of managing the various phases of machining carried out by the robot to artificial intelligence!" comments Filippo, as he watches the robot equipped with the HSD ES748 electrospindle masterfully working on a statue of a little girl "What you see here is without doubt the highest-performance system we have ever made, Both One, which combines power and precision. It is designed to support heavy weights - the work table can sustain up to 35 tonnes - and can be used to work on sculptures of up to 3.5 metres high.
The system consists of a mechanical arm which uses a range of HSD electrospindles of various sizes and capacities, and features an automatic tool change function, suitable for the CNC milling of various materials. The arm takes full advantage of the areas of movement whilst occupying the smallest possible space, and is equipped with a number of special devices designed to work in extreme conditions. The arm is mounted on a multifunctional base inspired by lunar modules; here, the spaces and the various electrical and hydraulic components are organised and optimised in a safe and highly protected manner. The software remains the beating heart of our systems; in this case, it is fully dedicated to sculpting and to extremely complex projects that even a very experienced programmer would struggle to create. This type of artificial intelligence is based in the cloud - that is, it is not local, but online - and it fully manages the instructions that the system needs in order to create the sculpture. With regard to these instructions, we give it the block, the model and the tools, and this application generates the safest pathways, simulates these and then sends them to the control panel, in order to be executed by the robot in complete autonomy; experience in the configuration of anthropomorphic robots is not required."
“For this project”, confirms Filippo, “we are working with two strategic partners, Kuka and HSD - we consider them to be leaders in their sector, Kuka in anthropomorphic robots and HSD in electrospindles. Bringing these two families together gives us peace of mind with regard to the product, the support and the service, as well as in terms of the development of the new robots we plan to bring to market.”
“Our goal – Giacomo Massari reiterates – is to push the boundaries! To push the boundaries in order to ensure that there are no limitations for the artist and to use technology to enable seemingly impossible feats to be achieved - to go above and beyond to make our solutions accessible to everyone” concludes Giacomo "The robot-sculptor is already a reality, but the robot-artist will never exist!".
YuMi delivers uncompromised quality and safety to cardiac surgery equipment
Cobot assembles and tests components of blood separation centrifuges
Sep 26, 2022 — With YuMi, Sintech has automated the cleanroom process to assemble and test the "stem", a component of blood separation centrifuges manufactured by LivaNova. It was possible to improve safety for operators while increasing productivity.
YuMi picks and places components (copyright: ABB Robotics)
To assemble a specific component of blood separation centrifuges, called "stem", LivaNova relied on the experience of system integrator Sintech and the skills of ABB YuMi cobot. "After automating a part of the process with articulated robots two years ago," said Claudio Sinico, Sales Manager, Sintech, "automation has now been extended to the stem, involving assembling, testing and solvent dispensing stations that operate in automatic and synchronized steps."
LivaNova has factories in all continents, including a plant in the biomedical district of Mirandola, an Italian tow in Emilia-Romagna. The Mirandola site is a global excellence for cardiac surgery devices, mainly oxygenators, filters, heat exchangers and blood separation centrifuges. Each day, LivaNova ship their products to hospitals across Europe and the world. Approximately 2,600 centrifuges are delivered every day for immediate use to operating theaters for critical heart surgery operations, mostly open heart surgery with extracorporeal circulation: no compromise on device quality is acceptable!

The dual-arm version of YuMi has increased process efficiency, helping automate a semi-manual process and improving safety for operator who no longer have to dispense solvents. According to LivaNova engineers (the project involved Giulia Sarti, Davide Di Mari, Franko Masllavika and Daniele Roveri of the industrial engineering team), the robot, certified for cleanroom operation, is very easy to program compared to conventional articulated robots, thanks to an easier interface and straightforward point picking with no specialized skills. The customer mostly appreciates the easy process to access and correct picking, placing and positioning points, as well as the light weight and the easy handling that other robots cannot offer. Finally, with RobotStudio, Sintech's engineers can program the entire working cycle of robot-assisted islands virtually, simulating all movements and checking the feasibility and cycle time of each application.
About LivaNova
LivaNova is a global medical technology company created in 2015 from a merger between Sorin Group, listed on the Milan Stock Exchange, and US-based Cyberonics. Today the group generates approximately one billion dollar revenues with factories in all continents. Among these, the plant in the biomedical district of Mirandola, an Italian tow in Emilia-Romagna, is a global excellence for cardiac surgery devices, mainly oxygenators, filters, heat exchangers and blood separation centrifuges, used in operating theaters for cardiac surgery.
SCHOTT AG automates quality inspection with OnRobot
Sep 21, 2022 — Even back then, Otto Schott was considered a pioneer in the science of glass, and SCHOTT AG, the company he founded, continues to break new technological ground today.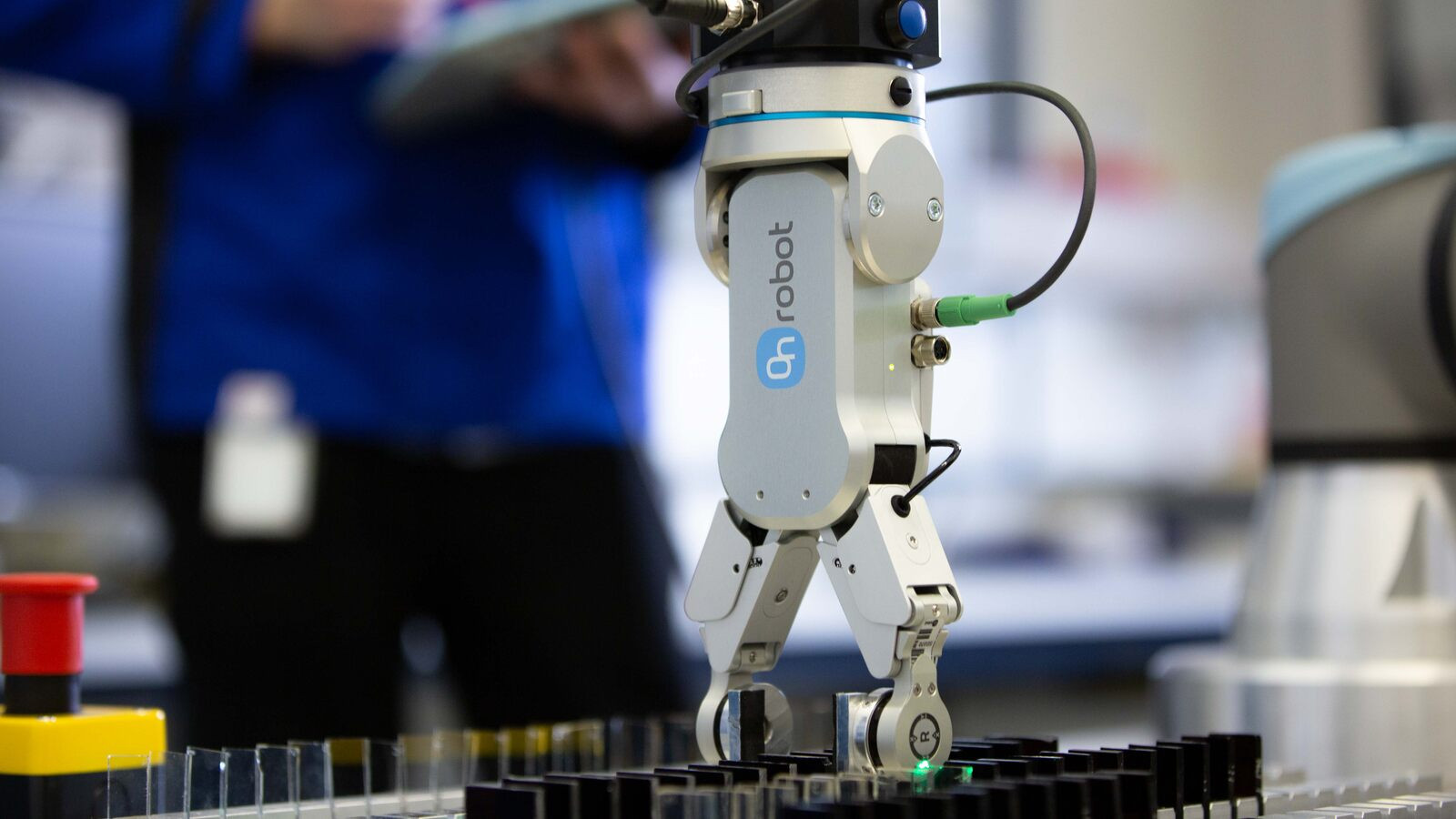
RG2-FT gripper from OnRobot is mounted on a collaborating robot arm (copyright: OnRobot)
Even back then, Otto Schott was considered a pioneer in the science of glass, and SCHOTT AG, the company he founded, continues to break new technological ground today. In the glass laboratory of its Mainz research center, the international technology group uses a collaborative application for quality testing - and in doing so relieves the laboratory staff of more demanding tasks. This gives SCHOTT more capacity for development projects and enables it to efficiently handle the growing volume of samples. This is made possible by a gripper from OnRobot. Thanks to integrated sensors in its fingertips, the RG2-FT can handle individually shaped glass samples and operate highly sensitive measuring instruments.
Whether in aerospace, medical technology or the automotive industry: The diverse products of SCHOTT AG are used in almost all areas of life. The technology group with its focus on glass and glass ceramics has been producing new innovations for 130 years. At that time, company founder Otto Schott initiated the special glass industry as a separate branch of industry by using novel manufacturing processes to develop glasses with precisely defined properties for the first time. Since then, Schott has considerably expanded the range of applications for the material over the years.
Technology pioneer SCHOTT: always one step ahead
In keeping with its founding idea, today's SCHOTT AG is also always operating at the limits of what is possible and is continuously expanding this through technological progress. The SCHOTT Research Center in Mainz plays a key role in this process. In the glass laboratory there, employees test glass samples for their physical properties. Through their measurements, they generate data that are incorporated into the company's numerous research projects. On the other hand, they regularly test samples from production.
"The material that is processed has to meet very specific specifications to ensure that a flawless product is ultimately created," explains Dr. Axel Engel, Senior Manager Physical Analytics at SCHOTT. "This ensures high product quality and helps to reduce waste." For example, when it comes to ceramic glass for hotplates or glass for fireplace doors, it must not be allowed to deform under any circumstances when exposed to heat. "Quality control is therefore very important for the entire manufacturing process." Today, SCHOTT automates part of this step with the help of a collaborative application using a gripper from OnRobot.
Challenge: Increasing number of samples
The impetus for this was a sharp increase in the number of samples that have to be tested for research purposes. "In the last three years, the volume of samples here in the laboratory has increased by about 30 percent," reports Dr. Engel. This posed several challenges for the manager and his team: SCHOTT needed more capacity to test so many samples in the time available. However, additional measuring equipment and personnel would only have limited space in the limited laboratory space. In addition, it took the employees a lot of time to load the measuring device. A measurement takes between three and 15 minutes, after which the employees have to interrupt other activities in order to insert a new sample. This is where the idea of automating the measuring process first came up.
Gripper with a sure instinct needed
"We put a lot of time and effort into selecting a suitable automation solution," recalls Dr. Engel. "The solution had to be space-saving and be able to work right next to the laboratory technicians. A conventional industrial robot was out of the question: it would have needed an additional protective enclosure, and there is no room for that". There was also another difficulty: the measuring device, a so-called transmission spectrometer that records the optical properties of the glass, is extremely sensitive. Inserting the samples in such a way that the expensive device is not damaged requires great sensitivity. "After looking at solutions from various manufacturers, we finally found what we were looking for in OnRobot," reports Dr. Engel.

SCHOTT decided on an application in which an RG2-FT gripper from OnRobot is mounted on a collaborating robot arm. The special thing about the electric two-finger gripper is that both force/torque sensors and optical sensors are located in its fingertips. These enable him to "think along": The sensors feed their process data back to the robot arm, which adjusts its course accordingly. This enables the gripper to precisely meter the force applied to the arm. This gives the application as a whole the necessary sensitivity to load the spectrometer with millimeter precision.
Application relieves employees
"With the help of its sensor technology, the gripper is able to identify the position of objects and grip them in the center without knowing the exact parameters in advance," explains Florian Grabowski, Project Engineer at SCHOTT. "In this way, it can also efficiently support the measurement process." For this purpose, the glass samples are lined up next to the application in a holding fixture, the so-called tray. On their sides are barcodes that the RG2-FT uses to identify which sample it should pick up next. The RG2-FT is coupled with the software of the measuring instrument for this purpose. Thus, it knows which sample is to be measured next. He picks up the corresponding sample and places it in the spectrometer, where it is clamped in a pneumatic cylinder. Then the measurement begins. The robot then automatically removes the sample and places it back in the tray.

Physics laboratory technician Nicole Mück used to operate the spectrometer manually. Now she benefits directly from the new application. "I have more time for documentation tasks, for example elaborate test reports," says Mück. "I can use the spectrometer more for more complex measurements involving test objects of different shapes and sizes - this is more complicated and requires me to process the samples myself. The application can continuously load the measuring device. This means it can work overnight and on weekends without a break. As a result, the robot has already handled a large part of the sample volume when Ms. Mück and her colleagues start their working day.
Intuitive operability
SCHOTT worked closely with OnRobot and the local system integrator Fichtner to integrate the gripper and robot arm, as project engineer Grabowski reports: "We were in active communication with both OnRobot and Fictner during implementation. We also developed special fingertips to optimally adapt the application to our requirements. These consist of aluminum and are coated with foam rubber. The background: The glass samples are handmade at SCHOTT so that each sample is individual. "With the help of its sensor technology and the adapted fingertips, the RG2-FT can still grip the sample glasses perfectly," Grabowski explains.
The robot arm and gripper can be controlled via an intuitive user interface that the team accesses via a tablet. "The interface is clearly structured so that it is easy to find your way around," explains Grabowski. "Even users without special programming skills can easily assign tasks to the robot".
Extending automation
Dr. Engel is satisfied with the pilot project: "With the application we can work much more efficiently and relieve our employees," he sums up. Thanks to the rapid integration and smooth processes, the application also promises a rapid ROI: "We expect the purchase to pay for itself within five to six months".
Soon, SCHOTT also wants to use collaborative applications in other areas of its internal value chain. One conceivable area would be glass processing, for example, where many process steps, such as drilling, milling or grinding, are currently still done by hand. With collaborative applications, such tasks can already be automated cost-effectively today. In this way, SCHOTT is making itself fit for the future and focusing on always be one step ahead of the status quo.
ABB robot creating sustainable furniture
From waste to furniture
Sep 14, 2022 — With an innovative adaption an ABB robot is making designer furniture from what would otherwise be waste material.A staggering 640,000 tons of fishing nets are dumped into the sea every year. An additional 150 million tonnes of garbage floats in the world’s oceans.
In a pioneering project, Swedish sustainable design house Sculptur is turning the discarded nets and plastic waste into furniture using a specially adapted robot from ABB. The industrial robot functions as an advanced 3D-printer.
Because the robot can apply the injection molding of the plastics from any angle, it is far superior to conventional 3D-printers and helps save around 50 percent of the required base materials. ABB's simulation and offline programming software RobotStudio, offering a complete digital twin of physical assets, and a newly developed add-on for 3D-printing, ensure that the printing robot can be programed in just a few minutes. A complete designer piece can be manufactured in less than two hours.
Sculptur and ABB share the same philosophy that by using recycled products and cutting-edge technology they can together make the world a better, more sustainable place.
KR QUANTEC prints 3D facades for Belgian construction group
Building sustainably
Mar 23, 2022 — Printing concrete rather than pouring it: the Belgian BESIX Group is working to revolutionize traditional construction methods. A KR QUANTEC from KUKA is assisting in this. It prints columns, sculptures and facade elements in 3D using concrete. Fast and environmentally friendly.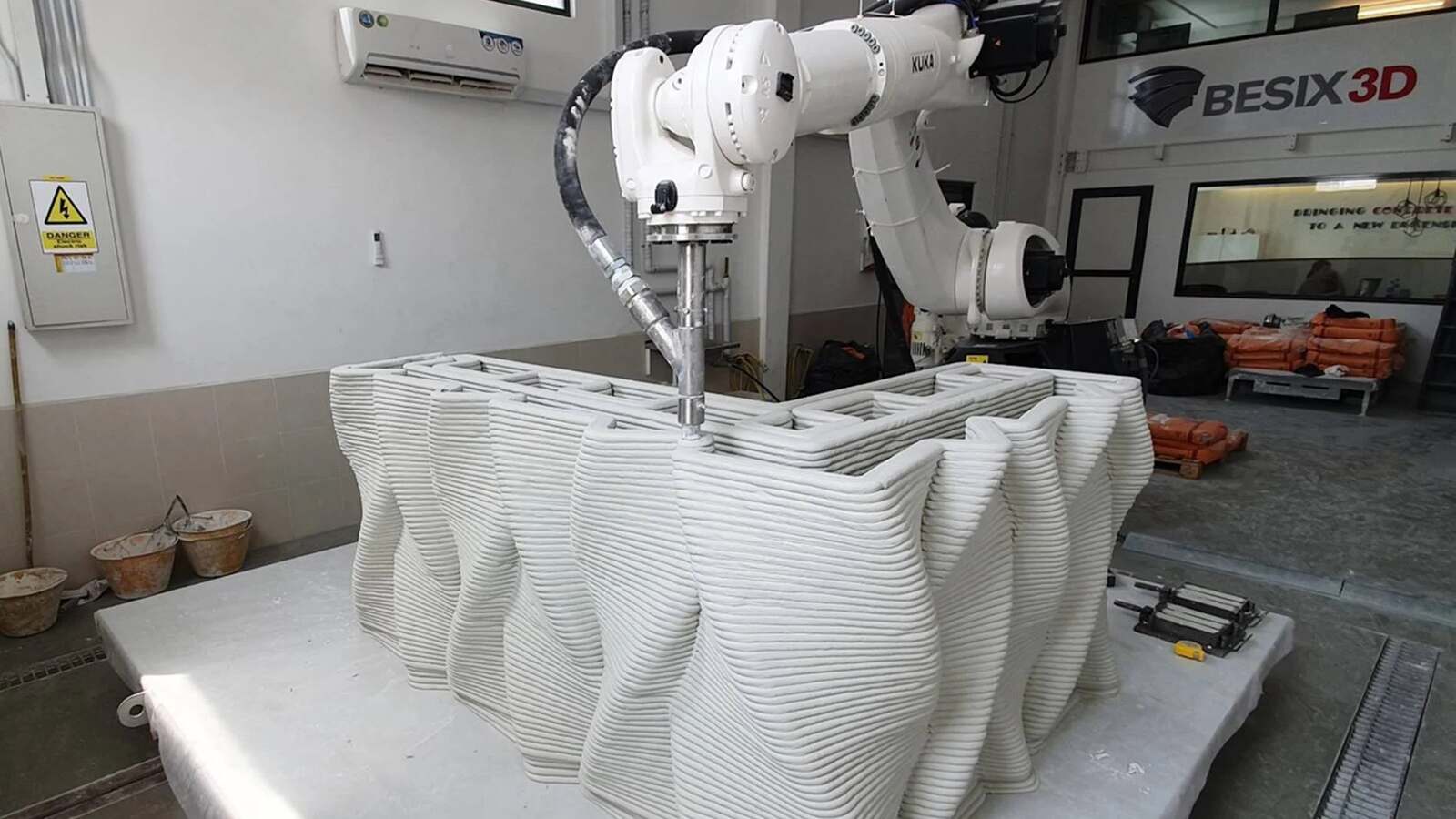
The articulated arm of the KR QUANTEC is equipped with a nozzle for 3D concrete printing. © KUKA
290 concrete panels form the facade of the BESIX 3D studio in Dubai, part of the Belgian BESIX Group. 290 panels, each of which was printed in around ten minutes with the aid of a KUKA robot and then simply mounted on the building on site. It was the construction group’s first groundbreaking project and is currently considered the largest 3D-printed concrete facade in the world.

Fast, environmentally friendly and safe: 3D printing with concrete is set to revolutionize traditional construction methods. The additive manufacturing process avoids waste and delivers customized solutions or even entire series in just a few hours. Construction companies around the world are currently working to find the best method for 3D printing. One of them is the BESIX Group, headquartered in Brussels. Founded in 1909, the company set up a 3D studio in Dubai for this purpose in December 2018 and installed a robot from the KR QUANTEC family for carrying out the printing.
Strong partners for new methods in additive manufacturing
“For us, it was particularly important to find a reliable partner at the start of the project who was prepared to think in new dimensions with regard to printing. We found this partner in KUKA and can now implement our project automatically,” says Benoît Meulewaeter, Senior Project Manager for Design and head of the BESIX 3D team. Together with automation specialist KUKA from Augsburg, the company developed its robot application for 3D printing with concrete as the material. All the shaped elements required by the customer are modeled in advance using 3D software.
3D software passes specifications on to KR QUANTEC
“There are no limits in additive manufacturing – even for complex requirements. 3D printing enables us to individually produce any customized shape,” explains Meulewaeter. Once the model is ready, the software transfers the data to the KR QUANTEC, which has a nozzle on its articulated arm for 3D printing. The robot then prints sculptures, facade elements and other components for buildings layer by layer according to the specifications. Fast and effective. In this way, a two-meter high column is produced in less than an hour.

No waste and low CO2 emissions through use of a robot
The customer also has flexibility when it comes to color: colorfast pigments can be mixed into the concrete material before printing to achieve the customer’s desired color. The robot not only carries out its work quickly, but also does so in near silence and in an environmentally friendly manner. The liquid concrete material is converted 1:1 into the end product, so that no waste is produced in the process. Use of the KR QUANTEC also reduces CO2 emissions since the robot can print the desired prefabricated concrete element directly at the construction site and it does not have to be specially transported.
3D printing with environmentally friendly material
Benoît Meulewaeter notes: “Through 3D printing using concrete, we are resolutely pursuing our corporate goal of offering efficient and environmentally friendly solutions.” KUKA provides support here as well. Alois Buchstab, head of the KUKA team overseeing the 3D project, says: “We are delighted that the BESIX Group has chosen KUKA as a cooperation partner. Thanks to our energy-efficient robotic solutions and expertise, we are living up to our responsibility to create a sustainable future.”
The BESIX 3D team is currently working with other partners to develop environmentally friendly concrete mixtures for additive manufacturing. These can be used in areas such as the construction of breakwaters. The company is also considering having the KUKA robot print directly on site in order to avoid transport costs. “We are highly satisfied with our collaboration and certainly will be able to move forward with many more projects with KUKA in the near future,” says Benoît Meulewaeter. The company is considering expanding its production facility in Dubai or even opening similar studios in Belgium or the Netherlands.
Fully automated cheese maintenance with a robot
Stäubli six-axis machine used in the aging of Emmental cheese
Mar 22, 2022 — The quality of cheese ultimately depends on proper storage and aging. This is why the Leupolz Emmental cheese dairy in Germany’s Allgäu Alps opted for an innovative, fully automated storage and maintenance system in which round cheese loaves, each weighing approximately 80 kilos, are handled by a large Stäubli six-axis machine.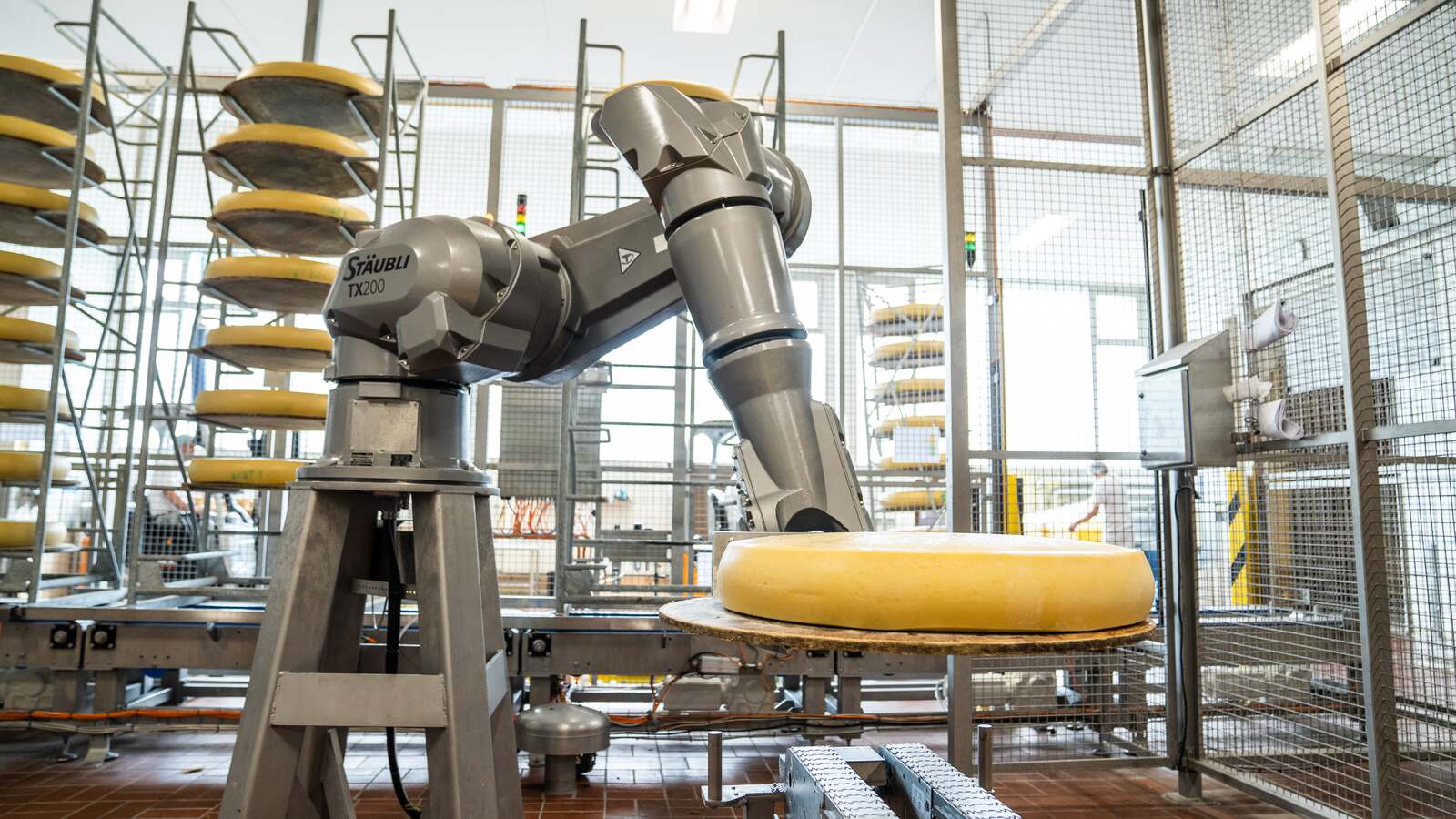
The TX200L HE transfers the round cheese to the maintenance system's conveyor belt. © Stäubli
The Leupolz farm cheese dairy is located near Wangen, just north of Lake Constance, in a truly idyllic setting surrounded by forests, pastures and meadows. Founded in 1960, the cooperative employs 25 people and obtains its milk from around 170 suppliers. It processes around 45 million liters per year, equivalent to about 125,000 liters per day. Among the dairy’s specialties are cheese “wheels” weighing approximately 80 kilos, some 6,000 of which leave the farm every year, with around 10% qualifying for the Demeter organic label.
The correct maintenance and care of these huge cheeses is a laborious business. Achim Baumgärtner, Executive Assistant at Leupolz, explains: “Each cheese wheel has to be attended to about three times a week to ensure optimal quality. With an average maturation period of four months, the cheeses have to be washed, brushed and salted between 40 and 50 times, which is potentially costly in terms of labor and expenditure.”

The management team at Leupolz was looking for a solution that would be as efficient as it was economical, so that they could offer this natural product at a competitive price despite the intensive effort that goes into its storage and care. The vision of a fully automated system began to take shape…
Hygienic robots in preference to problematic linear axes
To realize this vision, they brought in Lemmermeyer, a plant manufacturer based in the Bavarian town of Deiningen. The company has extensive experience in the field of stainless steel plant construction and has built an especially strong reputation for itself in the food sector.
The stainless steel cheese maintenance system, which entered operation in 2019, is a prime example of Lemmermeyer’s design expertise. Attention was paid to compliance with stringent hygiene standards, avoidance of dead spaces, and the right choice of robot for handling the cheese wheels – in this case, the large six-axis Stäubli TX200L HE.
“If we had used classic linear axes for the handling processes within the plant, we would have come up against a major hygiene obstacle,” says Manfred Görthofer, Head of Project Management at Lemmermeyer. “Condensation buildup and lubricant contamination via the joints of the axes could not have been avoided, and this is of course problematic when processing unwrapped foodstuffs. That’s why we are increasingly moving towards the use of encapsulated Stäubli robots with their superior hygiene design for such processes.”
80 cheese wheels per hour
The Leupolz setup clearly demonstrates that the robot-assisted cheese maintenance system not only complies with strict hygiene standards, but is also impressive in terms of performance, with around 80 cheese wheels passing through the system in the space of an hour. The task of the TX200L HE (HE = Humid Environment) is to load and unload racks with either four or eight shelves on which the cheese wheels are stored. A forklift collects the racks from the maturation chamber, delivers them to the processing area, and returns them afterwards.
The six-axis robot is equipped with a special gripper that resembles the prongs of a forklift. It uses this to pick up the wooden board on which the cheese rests and places it on the system’s conveyor belt. The next step is to separate the board from its cheese wheel. The board is then cleaned, while the cheese is washed, brushed, sprayed with salt and dried with a blower. The final step is to place the cheese wheel back on its board and move it to a defined transfer position on the conveyor belt. Here, the TX200L HE picks it up and places the board together with the cheese wheel back in the correct compartment of the rack.

To ensure that the six-axis machine can approach all stations without hindrance, it is mounted on a base unit. The TX200L has a reach of just under 2.6 meters, and with a total weight of 100 kilograms to be handled (80-kg cheese wheel, 5-kg wooden board and 15-kg gripper), axis 6 operates at its full payload limit.
Trouble-free operation from day one
Even when the robot is lifting and carrying its maximum payload, it can still easily cope in continuous operation. As Achim Baumgärtner says, “Our TX200L HE has been running absolutely trouble-free since commissioning. The same applies to the entire system. We have not experienced any failures here, and even our daily cleaning procedures are incapable of harming the system or the robot.”
Stäubli’s HE robots have indeed been designed to endure even the toughest cleaning procedures with aqueous media in the 2pH - 12pH range. These robots even withstand spraying by a high-pressure water jet without any problems. This means they can be operated without an additional protective coating and cleaned quickly and thoroughly. Plus, the HE versions are just as capable as the standard robots, which puts them among the fastest on the global market, even when operating with food-grade oil.
Higher quality – happier employees
The use of robots has also resulted in impressive savings. “In the past, we needed three people to attend to the cheese. Today, it’s done by ‘half’ an employee,” says Achim Baumgärtner. “Of course, this saves on labor costs and, much more importantly, we can relieve our staff of weekend working, deploy them where they are needed more urgently, and do not have to constantly ask them to work overtime. The shop floor atmosphere and the workload have improved significantly due to the higher degree of automation.”

Another important aspect concerns the care and maintenance of the cheese wheels themselves. The enormous capacity of the robotic system makes it possible to significantly shorten the washing intervals and thereby enhance overall quality. Achim Baumgärtner: “Thanks to the robot, we can now attend to the wheels up to three times a week. In the past, we had to get by on just once or twice. The more intensive care has a positive effect on the quality of the cheese, and we have a higher product yield. This works to the benefit of the end consumer, too. Our Allgäuer Emmentaler has never tasted better!”
Case Studies / Service Robots / Mobile Robots / Robots addressing the UN SDGs / How Connected Robots are Transforming Manufacturing
Standard Robots Delivered 63 AMRs to a Photovoltaic Company
Mar 22, 2022 — In the first half of 2021, China's photovoltaic (PV) industry has maintained rapid growth and continuous expansion while pursuing the goal of Carbon Peak and Carbon Neutral. Without a doubt, there are bright prospects for the industry whilst China achieves its 3060 goal.
Standard AMR in a Photovoltaic Chinese Company © Standard Robots
As a manufacturer of autonomous mobile robots, Standard Robots is trying to make its mark on the PV industry, attempting to accelerate the automation of the industry. In this case, Standard Robots helped a well-known domestic PV company transport loads automatically by providing 63 AMRs for its entire factory. The company's director said, " After operating stably, Standard Robots’ 63 AMRs are able to successfully replace the manual handling and free the employees for other duties. Not only has it reduced production cost, but it has also greatly improved the productivity and safety of the company.”
Project Demands
- Overall demands
The company needed to use AMR and the upper system to achieve fully automatic transportation of raw materials across the entire factory. This process includes: dispensers to surface texturization, surface texturization to diffusion, diffusion to lasers, lasers to etching, etching to annealing, annealing to PERC(Passivated Emitter and Rear Cell), PERC to rear paste, rear paste to top paste, and top paste to laser slotting. - Detailed demands
Double-decker driving shelf: length-1450mm, width-880mm , height-1300mm, weight-400kg.
·Automatic transportation of raw materials: AMR transports the double-decker driving shelf to connect with the powerless drive belt which has to convey flower baskets from AMR’s machine station to the next process.
Project Challenges
- Stringent positioning requirements
Since the drive belt is powerless, it requires more precision to dock the back gear. - High handling capacity of AMR
The company has tight production schedule and challenging time constraint of some processes (materials must be delivered within 5 minutes). - Strict safety requirements
Conditions of on-site operation is complicated in the PV company. - Strict cleanliness
Workshops in the PV industry are kept very clean but some dust will be generated while AMR operates.
Solutions
- Hardware
63 Standard Oasis 600C units, several automatic charging piles, 1 manual charger. - Software
Matrix deployment software, FMS scheduling system, Standard central control system - Operation
First, Standard Robots provides the latest FMS scheduling system with a navigation accuracy of ±5mm, combined with partial beacons attached to the machine station to achieve the docking accuracy.
Second, Standard Robots optimizes the scheduling system and rationalizes the allocation of cyclic tasks during the pre-design process.
Third, Standard Robots uses double diagonal laser radar for 360° bar code scanning, and cooperates with the vision module to ensure the safety.
Fourth, Standard Robots reduces components that easily produce dust and employs wear-resistant soft wheels to reduce dust produced by friction with the ground.
Customer Values
- Promote the automation of the company
Raw materials handling, loading and unloading are successfully automated to reduce the workload of workers. - Add benefits for the company
Direct machine-to-machine docking effectively reduces the possibility of material damages caused by falling silicon wafers. - Promote the IT management of the company
A full information equipment management solution has been employed to monitor AMR status in real time. - Promote the digitization of the company
The line side cache is effectively controlled to further optimize the site management and accelerate material turnaround. - Help the company overcome recruitment issues
Recruitment challenges and low reliability of workers are effectively resolved.
To accelerate the PV industry’s development in the new sector, Standard Robots has offered flexible industrial logistics solutions based on its laser SLAM navigation AMR and RIOT management system. In the future, Standard Robots will make every endeavor to boost the automation of companies in kinds of industries.
Case Studies / Service Robots / Mobile Robots / Robots addressing the UN SDGs / How Connected Robots are Transforming Manufacturing
Flexible flow production on a mega scale
450-ton AGVs in action at Siemens Gamesa
Mar 16, 2022 — Every working day, a 350-ton nacelle for an 8MW offshore wind turbine leaves the Siemens Gamesa factory in Cuxhaven. In the ultra-modern flow production environment, four heavy-duty AGVs supplied by Stäubli WFT assist in transportation from station to station within the factory.
Mega dimensions: Two 8MW nacelles present an impressive sight: The frames bearing components weighing many tonsnes are maneuvered by AGV. © Siemens Gamesa
The manufacture of wind turbines for offshore installations is on a completely different scale from standard mass production. The rotor blades of the 8MW SG 8.0-167 DD turbines that Siemens Gamesa builds for offshore wind farms are 81.4 meters in length. The turbine’s total height is 167 meters (10 meters higher than Cologne Cathedral) and the nacelles weigh around 350 tons. These machines for sustainable energy production are in demand all over the world. The nacelles are built at the Cuxhaven plant, which was newly constructed in 2018 for this very task. The rotor blades come from other sister plants of the Siemens Gamesa Group.
Just as impressive as the dimensions of the turbines are the workflow and capacity of the plant in Cuxhaven. More than 250 nacelles are produced each year and loaded directly onto specially built transporter ships. In other words, the 600-strong workforce builds a complete wind turbine nacelle every day. This is flow production on a mega scale.
Clearly structured, highly flexible flow production
The three main components – the hub, the two-story “backend” machine house, and the generator itself – are assembled on three parallel production lines. The magnets that go into the generator are also manufactured at the Cuxhaven plant, with a similarly high degree of vertical integration. These three massive components are brought together to form the complete nacelle, which is then comprehensively tested at an inspection station.

Assembly takes place in cycles at individual stations, and the components, which weigh many tons, are placed on frames that allow them to be transported from station to station. This is mainly done by crane, but in order to ensure maximum flexibility, driverless heavy-duty transport systems (AGVs) from Stäubli WFT are also used for transport around the factory. The AGVs maneuver themselves into position underneath the frames, lift them up, and move them to the next assembly station.
Three high-precision AGVs with 200-ton load capacity
Three heavy-duty platform AGVs from the Stäubli WFT range with a load capacity of 200 tons are in service. They get around with the help of eight omnidirectional drive units – a patented in-house development by Stäubli WFT. Eight fixed rollers provide support when transporting the load.
A human operator moves the 8.00 x 2.62-meter platform under the frame by remote control and raises the platform by 200 mm at the push of a button. At a maximum speed of 1.2 km/h (2.1 km/h when unloaded), the operator transfers the component to the next assembly station. This ensures smooth travel and is gentle on tires as well as floors – thanks to the patented Stäubli WFT drive technology, rotary movements cause minimal abrasion.
RFID tags installed in the floor create the right conditions for semi-automatic operation. The AGVs then move between pre-programmed positions. And this is only the first stage in the integration of heavy-duty AGVs into automated material flow concepts. The control system also allows integration into Industry 4.0 environments and warehouse management systems. In addition, Stäubli WFT can provide AGV data for process optimization.
A highly efficient material flow concept
The combination of transport by crane and/or AGV has been adding value since the start of production in Cuxhaven. Ample proof of its unique advantages was provided during the first model changeover. “Production started with our 7MW offshore turbines,” says Nils Schattenmann, who is in charge of rolling equipment at the plant. “Later, and without any interruption to production, we switched to the current, much larger 8MW turbines. The time and effort involved was minimal, with the AGVs only having to be reprogrammed.”
Senior management is also completely satisfied with the vehicles supplied by Stäubli WFT in more conventional operations. “The AGVs work reliably and with high precision. Because these vehicles are an integral part of the internal material flow, we cannot afford any downtime here,” Schattenmann adds.
Transport to the test stand with 450-ton AGVs
The reliability factor applies all the more to the fourth heavy-duty AGV supplied by Stäubli WFT. Its load-bearing capacity of 450 tons is more than twice that of its predecessor, and with a platform dimension of 10.5 x 3.02 meters, it is also significantly larger. Here, 16 drive units, supported by 19 fixed castors, ensure mobility.
This AGV is essentially reserved for the final process step – the transport of the finished nacelles to the test stand. It therefore also has a fixed role in the mega-scale flow production.
The vehicle can lift and transport more than eleven times its own tare weight of around 40 tons, bringing a total weight of more than 400 tons to the weigh station. There are very few AGV manufacturers in the world that can compete in this payload class, but Stäubli WFT goes one better: For loads of 500 tons and over, multiple vehicles can be hitched together. AGV control systems are basically set up for this.
Future prospects: Two 450-ton AGVs in synchronous operation
Siemens Gamesa plans to purchase a fifth heavy-duty AGV from Stäubli WFT for the Cuxhaven plant in the near future. “We are currently setting up production for the next generation of offshore wind turbines, which will be significantly larger and also deliver an enhanced 11 MW of power,” says Schattenmann. In concrete terms, this means that the SG 11.0-200 DD will have a rotor diameter of an incredible 200 meters, and the nacelles will weigh a third more. They will also be equipped with a helicopter landing pad.
Flexibility again played a central role in planning the in-plant heavy-load material flow. For this reason, the system designers at Siemens Gamesa opted for a second model of the existing 450-ton platform rather than a single, even larger AGV. As Schattenmann explains, “We will then transport the finished nacelles of the new turbines from final assembly to the test stand on the two 450-ton vehicles operating in tandem. The fact that Stäubli WFT has the technical expertise to enable synchronous operation of vehicles of this size is a great advantage for us. It allows us to use the vehicles individually or paired up for maximum flexibility.”
FANUC robots put to use in the recycling industry
UN Sustainability Goal No 11
Mar 10, 2022 — Robot manufacturer FANUC and intelligent waste management start-up Recycleye are together supporting UN Sustainability Goal No 11 (Sustainable Cities) by deploying modular robotic picking systems to material recovery facilities.
© Recyleye
The robotic picking system helps improve the efficiency of sorting at the facilities and ensures meeting higher purity standards. To date, the limited availability of scalable recognition technologies has pushed the waste management industry towards a reliance on manual waste pickers to identify and extract high value materials. Together, FANUC and Recycleye have addressed this issue by delivering intelligent automation to the industry, combining Recycleye’s validated AI computer vision technology with FANUC’s 60+ years of experience in automation.
Recycleye Robotics performs the physical tasks of identifying, picking and placing material, at a rate of 55 successful picks per minute. The novel solution automates current manual operations and enables facilities to double their total throughput. FANUC’s team of expert automation engineers designed Recycleye Robotics to weigh 75 percent less than any existing robotic waste picker currently in the market. The plug-and-play installation eliminates traditional expensive retrofit costs.

Recycleye Robotics is powered by Recycleye Vision, an AI vision system, which has been deployed across the UK and French markets, exceeding human vision in identifying and classifying all items on waste streams – by material, object and even brand. Recycleye Vision works to constantly train and learn new object detection, enabling for the robotic waste picking system to adapt to changing waste composition without any need for manual upgrades.
Smart robotics enables flexible production of rapid coronavirus antibody tests at Senova
German medical technology expert Senova cooperated with OMRON
Jan 13, 2022 — The coronavirus crisis has caused untold damage to the personal health and finances of people throughout the world, as well as damaging national economies. However, industry has been able to play a key role in developing solutions that can mitigate the crisis.For instance, the retail, manufacturing and public sectors are increasingly turning to innovative robotics, sensors and AI (artificial intelligence) technologies to ease the pressure on employees, accelerate processes and improve compliance with hygiene requirements. The Technical University of Darmstadt reports that the acceptance of robots has increased significantly in recent months.
Companies wanting to benefit from this trend need to act quickly and to form partnerships with organisations that have expertise in these areas. The power of such co-operation has been illustrated recently by the work carried out by German medical technology company, Senova, in conjunction with robotics experts from OMRON and mechanical engineering specialists from Kraus Maschinenbau GmbH. Senova is a leading developer and manufacturer of rapid test systems for marking biomarkers, viruses and microorganisms.

Working closely together over the past six months, the three companies have developed and built production machines that include smart robotics. These have automated, accelerated and improved the very time-consuming manual production of coronavirus antibody rapid tests. This met a vital need, as the increased testing of more and more people for the virus meant that the production of kits had to be hugely ramped up. At the same time, there needed to be more interlinked production and packaging.
The new, rapid antibody test
Senova specialises in lateral flow assay (LFA) technology. Some 30 employees are involved in the research, development, production, sales, logistics, quality management and assurance. Senova’s most recent - and most popular - product is a rapid COVID-19 antibody test. This shows within ten minutes whether someone has already been infected with the virus.
An international research team, including the Jena Leibniz Institute for Photonic Technologies (Leibniz-IPHT), developed the test. It has been available since spring 2020. A blood sample shows whether someone is currently infected with the virus or is already immune. There are two types of antibodies. The IgM antibodies are found in the blood a few days after infection, whilst IgG antibodies are only formed during the course of the infection. They often remain detectable for months and indicate an existing immunity.
This enables people including caregivers, nurses or doctors to find out whether they are immune to the virus. The research team completed the tests together with Chinese partners and a medical device distributor, Servoprax, and confirmed their effectiveness. As a result, Senova brought the first coronavirus antibody rapid test to the market in record time.
The need to boost production
Due to the worldwide demand for the new tests, Senova needs to produce them in ever-increasing quantities. The previous manual production and packaging of the test kits was unable to keep up with the thousands of order requests. The company therefore needed a more flexible, faster and more reliable way of manufacturing and packaging the test kits – all within a very tight timescale. A machine would ease the pressure on employees by streamlining and combining the various work steps (such as cutting the test strips and packaging) much more efficiently. The concept and implementation needed to be carried out particularly quickly to meet the demand - and to help contain the spread of the virus.
Joachim Kraus, Managing Director of Kraus Maschinenbau GmbH, comments on the start of the project: “Senova asked how the feeding of the packaging pouches could be automated in the best possible way. In the following discussions, we worked with the customer to develop an overall concept for feeding and packaging the test cassettes for the rapid antibody test.”
This new concept was rapidly approved. But that’s not all: following the design review, the co-operation between the two companies was expanded further. The precise cutting of the test strips and the subsequent transfer of the section and the insertion of the cut into the test cassette are now performed by machines from Kraus Maschinenbau. These are complemented by robotics and technology from OMRON, a partner of Kraus for 11 years.
Handling the blanks with a size of 3.5 to 5.0mm proved to be a particular challenge, but this was solved after a few adjustments. With the help of the new machine, 30 to 45 rapid coronavirus tests can now be cut and packaged per minute. As the demand is so great, the capacity must be continuously increased, so more machines are now planned. Production currently runs for six days a week, from 7am to 10pm.
OMRON’s robots provide precise material handling
The tests (which look similar to a pregnancy test) are produced using machines from Kraus, along with OMRON’s eCobra600 robots, Quattro 650 H four-axis parallel robots, OMRON TM5-700 cobots, PLC controls, drives and sensors. Due to the increased production volume, OMRON has already delivered additional eCobra600 Pros and integrated them into the production line. These robots are particularly reliable, flexible and powerful.

The SCARA robots are ideal for the precise processing, assembly and material handling used in medical technology. The four-axis robot has a range of up to 800mm and can be easily adapted for different applications, such as test production. The eCobra technology also offers high repeatability and a payload of up to 5.5kg. The amplifiers and controllers built into the robot reduce the number of cables needed. The overhead mounting configuration enables the efficient use of space, even in clean rooms, which are so essential in the medical technology environment.

The control and drive of the cutting and packaging machines also comes from OMRON, and is built into the production lines of Kraus Maschinenbau. Further components of the flexible COVID-19 test kit production include the Quattro 650 H four-axis parallel robots. These can be controlled by Ethernet, using the familiar programming language (IEC 61131-3) of the NX / NJ machine controllers. The four-axis arm distributes the load evenly to the robot, which supports fast and high-precision transport and assembly. The Quattro robots are designed for high payloads and multi-hand applications: several parts can be picked up at the same time. This also accelerates the production of the coronavirus test.
Cobot eases pressure on employees
But that‘s not all: another technology used in Senova‘s production line is the OMRON TM5-700 cobot. This is specially designed to work with people and machines. It can be easily transported and has an integrated image processing system, which enables quick start-ups and product changes. Due to the intuitive software, the cobot can be taught different tasks. For example, it relieves employees of recurring tasks involving test cutting and packaging and helps to increase productivity. The integrated vision camera and lighting technology enables objects to be detected precisely in a wide field of view. This system helps Senova to increase reliability, consistency and precision (e.g. in pick-and-place processes). Other functions available include pattern and colour recognition and barcode reading.
But how are the test strips cut and packaged? First, the preliminary products are fed to the line. They are then separated, positioned and placed in a servo linear unit. The product can then be positioned under the cutting knife and cut precisely. The robot inserts the blank into the plastic test cassette and assembles the front and back. The machine for packaging the rapid antibody tests then takes over the test cassettes.
The pre-assembled packaging pouches are separated by a JoKer friction feeder and dispensed onto the packaging machine. A labeler applies the labels with the relevant product data to the pouch. Another robot takes the test cassette from the upstream machine, transfers it in a special form and inserts it into the pouch. Finally, the bag is closed by thermal sealing and transferred to the delivery belt.
Christoph Waldenmeier, Sales Project Consultant at OMRON Industrial Automation Europe, comments: “During the past six months of the coronavirus crisis, the co-operation with Senova and Kraus has continued to develop. The latest generation of COVID-19 tests are now produced in a new production hall. The production lines are fully equipped with OMRON technology.“
He adds: “We are pleased that we can use our technology to support the global efforts in the fight against the coronavirus to a small extent. In times like these and in a flexible production of the future, co-operation is the be-all and end-all.“ Joachim Kraus adds: “The fast and uncomplicated implementation of this challenging project was only possible thanks to the perfect interaction and good chemistry between the customer, machine builder and system and control supplier.“
Effective Palletising with Kawasaki Robots
Sun Chemical Automates Ink Production
Dec 14, 2021 — Sun Chemical, a member of the DIC group, is a leading producer of printing inks, coatings and supplies, pigments, polymers, liquid compounds, solid compounds, and application materials. Together with DIC, Sun Chemical has annual sales of more than $7.5 billion and over 20,000 employees supporting customers around the world. At its production site in Frankfurt am Main Sun Chemical manufactures printing inks for direct delivery of products to customers in Europe and the rest of the world. In the summer of 2019, Sun Chemical implemented a new robotic application in Frankfurt to support its continued growth.
The liquid inks are shipped to offset printers worldwide © Kawasaki Robotics
Recently, the demands on the production capacities at Sun Chemical in Frankfurt am Main increased considerably, so that the need for appropriate automation quickly became clear and was also confirmed by the US group management. The goal of the new solution: to achieve a sustainable improvement in the efficiency and productivity of existing processes.
The premises in an industrial area in the eastern part of Frankfurt posed several challenges for the planning: The limited space in the older building had already been used to a considerable extent, the floor was partly uneven, the ceiling was low and there was a wide window front directly behind the future robot cell. Nevertheless, the new robot system had to be integrated into the existing production and a smooth pallet transfer had to be possible.
Becker Sonder-Maschinenbau and Kawasaki Robotics were Chosen
Initial contact with the system house and robot manufacturer was established at Fachpack 2018 in Nuremberg. While offers were also obtained from Denmark, Spain and Italy, the choice quickly fell on Becker Sonder- Sun Chemical in Frankfurt am Main Maschinenbau and Kawasaki Robotics after the initial meeting at the trade fair.
The presence in Germany was definitely a decisive factor: high quality and flexibility, reliability as well as the local proximity of the Becker Group were important.
In particular, maintenance and fast support are enormously important for smooth operation of the plant and long-term investment security. Becker Sonder-Maschinenbau has been working with Kawasaki Robotics products for a long time, and the customer was also quickly convinced of the quality and reliability of the robots.
Shortly after the FachPack, Sebastian de Man, Division Manager Robotics of Becker Sonder-Maschinenbau, visited Sun Chemical for the first time and got an idea of the requirements, production and infrastructure on site. After examining several options, the order was placed in April 2019 and the new system was already commissioned in October of the same year.
It has not been the first experience with robots for Sun Chemical in Frankfurt: For several years now, a cartesian robot with three linear axes from a Danish manufacturer has been used elsewhere in the production facility. However, the 5-axis jointed-arm palletizing robot from Kawasaki Robotics clearly surpasses it in terms of precision, flexibility and working range.
Production at Sun Chemical Frankfurt is usually run in two shifts and can be run through the new robot cell without interruption. However, three shifts are also possible at any time if required and are used regularly depending on the required production volume. The robot-supported system allows maximum throughput without breaks.
Manuel Krause, Engineering & Maintenance Manager Germany at Sun Chemical, explains: "With two shifts, automation by robots definitely pays off. For three shifts it is absolutely essential".
8 to 10 buckets per minute and up to 12,000 kg of paint per day
The finished ink is filled into 3 kilogram buckets, sealed and automatically labelled.
A Kawasaki RD080N robot is equipped with a specially designed vacuum gripper and transports the closed, labelled buckets to a waiting pallet. With a maximum payload of 80 kg and a reach of 2,100 mm, the RD080N is designed specifically for palletizing applications. With industry leading work range and reliability, the high-speed palletizing robot helps companies improve production line efficiency.

As soon as the pallet is completely loaded, it is removed by an employee via a roller conveyor for film wrapping as well as further loading and replaced by an empty pallet. The robot can resume operation immediately after the change.
Particularly good for long-term planning: the system and the robot are currently running at only 50 to 80 percent of the available maximum capacity - there is still plenty of room to adapt to increasing requirements.
The system forms the end of the production process and can quickly become the bottleneck of production. But since it has been commissioned, the production capacity has been consistently higher.
Relief for the employees
In addition to increasing production capacity and long-term cost savings, the focus was also on relieving the ergonomic strain on employees. The handling of the paint buckets, the pallets as well as the regular readjustment were challenging for the employees in the long run - especially for older colleagues or those with physical complaints.
Despite initial scepticism, the system and the robot were quickly accepted and appreciated by all employees, reports Manuel Krause: "The solution must be robust and reliable - then it will be accepted. And if it is not too complex and makes the daily work of our colleagues easier, even more so".
The next robot cell is already in development
The next step in the automation of Sun Chemical's Frankfurt production is already planned: A similarly designed robotic cell for palletizing the paint buckets - but with two parallel feeders. At present, a manual feeder is used at the point of production, but this will be automated together with a second one in the future.
The new double-deck palletizer - an innovation at Sun Chemical - will reduce downtime to a minimum. If the employee removing the finished pallet is on a break or otherwise not present, the system will stop until the pallet is removed. "This can take up to 30-40 minutes in individual cases - valuable time in production and filling. With the new system, the robot can continue packing even when the pallet is full and the system can continue to run around the clock," says Krause.
A centrally positioned Kawasaki robot takes over the palletising. The new system will also have directly integrated labelling and will also handle larger containers and other coloured products. This would also significantly reduce the workload of employees. Becker Sonder-Maschinenbau is currently implementing the design and first tests - the commissioning of the new system is planned for late 2020.
Made-to-order production with an advanced fleet of mobile robots
Robot fleet works side-by-side with people
Dec 13, 2021 — VOLA, a Danish manufacturer of luxury sanitary and kitchen fittings, has opened a new factory that incorporates a fleet of nine mobile robots from OMRON. This represents one of the most ambitious industrial mobile robot projects in the Nordics. The new robot fleet works side-by-side with people, and is controlled by an advanced fleet management system.
OMRON’s LD mobile robot fleet navigating autonomously through the production facility © OMRON
With over 50 years of experience, VOLA is one of Denmark’s leading manufacturers of high-quality sanitary fittings, with product lines such as bathroom mixers and kitchen taps. Due to increasing market demand for a wide range of product variants, VOLA decided to expand its plant by 5,500 square meters. This area includes a new high-bay warehouse, an assembly hall and facilities for the delivery of goods.
In one of the most ambitious projects involving industrial mobile robots in Northern Europe, VOLA commissioned a fleet of nine OMRON LD robots. These have replaced roller conveyors, leading to a more flexible production and logistics set-up that matches the company’s single-piece production process, in which everything is produced to order.
Peder Nygaard, factory director at VOLA, explains: “Roller conveyors are really efficient, but I don't know what our production set-up will look like in ten years. If we installed more conveyors in the production line, we could quickly compromise the flexibility on which we pride ourselves. That’s why we’ve chosen the autonomous robots from OMRON, as these are much more flexible.”
Seamless control of the robots
The robots have been tasked with transporting components and finished items back and forth between the high-bay warehouse and assembly hall. The robots are controlled by the OMRON Enterprise Manager - a unique fleet management system which, like a control tower at an airport, ensures a smooth flow of traffic. The system tells each individual robot where and when to move, including when it’s time to take a break to charge its batteries.
“There are only a few robot manufacturers that are able to handle the advanced fleet management of so many robots. The solution by OMRON is by far the best that we’ve seen in the market, and this is why we opted for the LD mobile robots,” says Peder Nygaard.
Seamless collaboration between people and robots
To take full advantage of its investment, VOLA designed the new factory so that it is ideal for collaboration between people and robots. For example, the locations of the mounting tables and walkways are designed for safety, convenience and the free movement of both people and robots.
The workflow has also been designed to ensure the perfect alignment of the tasks of the workers and the robots. Previously, the assembly staff would call up a job list on their screen but this is now managed by the central team. The job list will appear on the employee's screen onc they have scanned the item that the robot is transporting.

A novel implementation
“We are implementing something that hasn’t been seen before. That is why we also recognize that there will be an adjustment period when we have to ensure that our employees become used to collaborating with the robots,” says Peder Nygaard.
According to OMRON’s Area Sales Manager, Thomas Jansen, the project has taught him a lot. “Implementing mobile robots may be seen simply as a question of plug-and-play. However, we need to make sure that aspects such as the production layout, logistics and organization are taken into account in the planning phase."
The nine mobile robots at VOLA are scheduled to be supplemented by eight more robots in the next phase of the project.
Mobile Automated PCR Testing System for COVID-19
Dec 09, 2021 — The spread of COVID-19 is restricting people's activities, having a devastating effect on all industries. Under these circumstances, the resumption of travel by people for economic recovery has become an urgent social issue of concern not only for Japan but also for governments and industries around the world.Kawasaki Heavy Industries, together with Medicaroid Co., Ltd. and Sysmex Corporation, has been working since the early stages of the spread of COVID-19 to develop an automated PCR testing system using robots to protect healthcare workers from infection risks.
This system automates and automates processes that involve infection risks using robots to protect the safety of medical personnel and to implement the procedures from the acceptance of specimens to the notification of test results in a short time (within 80 minutes) in cooperation with hospitals.
The system also packages the inspection system into 40 foot containers (processing capacity per container: 2,000 samples/16 hours), making it easy to move to a place where many people gather, and by increasing or decreasing the number of units, it is possible to flexibly respond to the number of inspections required.
The use of general-purpose robots makes it easy to change the process, making it applicable to various infectious diseases such as influenza.
First, Kawasaki started introducing pre-flight inspections at international airports in order to recover demand in the airline industry, which has been greatly affected by the decrease in international traffic. On September 22, 2021, the PCR Test Service for International Departure Passengers started at the PCR Test Center opened in Kansai International Airport (KIX) with Kansai International Airport Clinic of Kinki University School of Medicine.
With this service, the inspection time at the airport can be significantly shortened, and a negative certificate can be issued in as little as three hours from the reception of the PCR test.
In addition, by installing them at stations and at venues for sports and large-scale events, Kawasaki will contribute to the recovery of people's traffic and the elimination of restrictions on activities, and to the resumption and restoration of economic activities.
Features of the Mobile Automated PCR Testing System
- Reduced time with the default PCR test, a method already recognized in the world (testing in 80 minutes or less)
- Robotic automation and automation reduce the burden on physicians and healthcare professionals
- Simplifies operation and saves personnel while ensuring safety by remote control
- Mass production at the request of the Ministry of Health, Labour and Welfare Medical Association
- Space-saving (Inspection system fits in 40 foot container and can be moved)
Case Studies / Industrial Robots / Robots addressing the UN SDGs / How Connected Robots are Transforming Manufacturing

Flexible Intelligent Door Assembly Line of Changan Mazda Automobile Co., Ltd.
Contributions to UN's Sustainable Development Goals
Nov 11, 2021 — In this case, due to the introduction of the door/hood/lid assembly and adjustment line, the full automatic assembly has been realized for the four doors, engine hood, trunk lid, bumpers, and bolts in the vehicle, thus achieving the goal of changing about 80 production workers from heavy manual laborers to skilled operators, and reduced the labor cost of the production enterprise by about RMB 15.6 million every year.
© Risong Technology
This case promotes the intelligent development of the automotive industry, ensures a sustainable consumption and production mode, and promotes inclusive and sustainable industrial development by innovating manufacturing technology.
The body-in-white door/hood/lid production line is the production line with the most challenging automatic integration in the automotive field. This time, Risong Technology launched the leading automatic, intelligent and flexible door/hood/lid production line and took the lead in mass production. Adopting all-round high-tech automation schemes—"Intelligent Visual Guidance Technology", "Intelligent Tightening Technology" and "Intelligent Quality Control Technology", with many core technologies reaching the international advanced level, the assembly line belongs to the model line case of intelligent manufacturing industry.
The production line includes processes such as automatic grabbing from the EMS line in the air, automatic calibration, gap measurement, visual guidance, automatic tightening assembly, quality monitoring, and torque monitoring, and deeply integrates intelligent elements such as laser and binocular vision, automatic tightening system, information monitoring system, flexible NC, high-speed conveying, and intelligent IoT. The entire line is fully automated by NC fixtures, and the shuttle system is used for body conveying, thus realizing the automatic assembly for the four doors, engine hood, trunk lid, and rear bumper in the takt time of 54 second/unit, automatic tightening of 64 screws, 4-second station conveying, and mixed line production for 8 models, with an annual production capacity of 200,000 units. It is of innovative and advanced significance to have achieved a high automation rate, high production efficiency, high production quality and high flexibility of automatic assembly.
Ultra-high-speed conveying technology assists high-efficiency assembly in 54 seconds/unit
It is difficult for people to travel at high speed under extreme load, but robots can do so with the help of technology.
Risong Technology applied the self-developed ultra-high-speed conveying technology to the assembly and adjustment line of the door/hood lid of the vehicle body, and adopted the reciprocating circular conveying device; through the developed two forms of lifting in the middle of the body and lifting the doorsills on both sides, and through the auxiliary motion control unit cooperating with the multiservo drive system, the assembly and adjustment line has achieved high-speed and accurate conveying, and created a record of conveying among 18 work items of the body in white in 4 seconds! The assembly line not only ensures the stable conveying, but also has the advantages of adapting to multi-model production and occupying a small space, which greatly improves the production efficiency! The entire line is able to complete the intelligent assembly of the four doors, engine hood, and trunk lid for one unit of vehicle in 54 seconds.

Mixed line production for 8 models satisfied the challenging customization requirements
In the era of high-speed operation and constant change, people's pursuit of vehicle models is also changing with each passing day, and the demand for high elasticity, flexibility and customization of automotive manufacturing becomes inevitable. The NC flexible positioning system developed by Risong Technology enables the assembly line to realize the collinear production of any vehicle model, random mixing and seamless switching in the production process. The assembly and adjustment line is provided with more than 230 sets of flexible NC positioning systems, which are capable of seamlessly positioning and grabbing the body chassis and door/hood/lid of each vehicle model, thus realizing fully automatic and random switching, satisfying the requirement of random mixed collinear production for 8 vehicles, and realizing the maximum production efficiency in the minimum space.
The flexible mixed production for 8 models is a big challenge for the assembly and adjustment line. The mass production in the door/hood/lid area needs to be matched with the mixed production in the assembly line exactly item by item. In the project, through nearly 100 logic programs in each location, with the help of vehicle type identification and vehicle type information conveyed by MES, each door is intelligently and automatically matched and then conveyed to the assembly line, thus realizing the intelligent system. The flexible technology can be controlled independently, so that automotive manufacturers can easily adjust the takt time, production models, etc., achieve high flexibility and high customization, and reduce production costs such as the costs in updating automotive manufacturing devices and upgrading personnel skills.
3D vision technology realizes efficient machine intelligence
While human visual recognition is limited, machine vision can be accurate and precise. In unmanned intelligent manufacturing, machine vision plays a major part in ensuring that the production quality reaches the standard. The assembly and adjustment line consists of 4 sets of vision systems, and the 3D laser vision accuracy is as high as 0.1 mm. The vision guidance technology sends the deviation value to the robot controller after the accurate comparison of the measured images with calculation, automatically corrects and compensates the robot's motion trajectory, and guides the robot to the accurate actual working position, thus realizing the accurate grabbing and positioning of the mounting holes of the vehicle body, the door and the door hinge, and the accurate measurement and assembly of the door frame of the vehicle body. The machine vision intelligent assembly technology developed by Risong Technology has the characteristics of a large measuring range, good flexibility, and high precision; it can realize automatic assembly with a high automation rate, high production efficiency, high production quality, and high flexibility.
The "quality door system" becomes a model of intelligent IoT to achieve the optimal production quality
In terms of quality control, the "quality door system" introduced along with the assembly and adjustment line is a model of intelligent IoT. The system collects all quality information of the entire production line and sends it to the cloud platform to form a complete data feedback and monitoring database. By comparing and analyzing the fluctuation through big data, the assembly quality of each vehicle body can be traced at any time, and the information of each production cycle can be monitored, thus forming a complete closed-loop production line system from automatic production to quality monitoring and feedback. Furthermore, the defect removal and process optimization are completed, which ultimately improves the automotive manufacturing quality and increases the manufacturing efficiency, while effectively avoiding the possible loss due to device failure.
Contributions to UN's Sustainable Development Goals
In this case, through innovative and advanced manufacturing technologies, it promotes the intelligent development of the automotive industry, ensures sustainable consumption and production patterns, and promotes inclusive and sustainable industrial development. It also further strengthens the implementation methods of sustainable development and activates the global partnership for sustainable development through technological innovation and global promotion and popularization of new production technologies. It complies with Articles 9, 12 and 17 of Sustainable Development Goals.
Case Studies / Industrial Robots / Robots addressing the UN SDGs / How Connected Robots are Transforming Manufacturing / AI in Robotics
Cloud Platform for Robotics Operation and Maintenance and Process Management Based on Industrial Internet
Nov 11, 2021 — To promote the digitalization, networking and intelligent transformation of enterprises and accelerate the integration of manufacturing and Internet, Risong Technology has established a remote operation and maintenance platform for robotic and intelligent devices based on remote operation and maintenance of robots and aiming at process data management.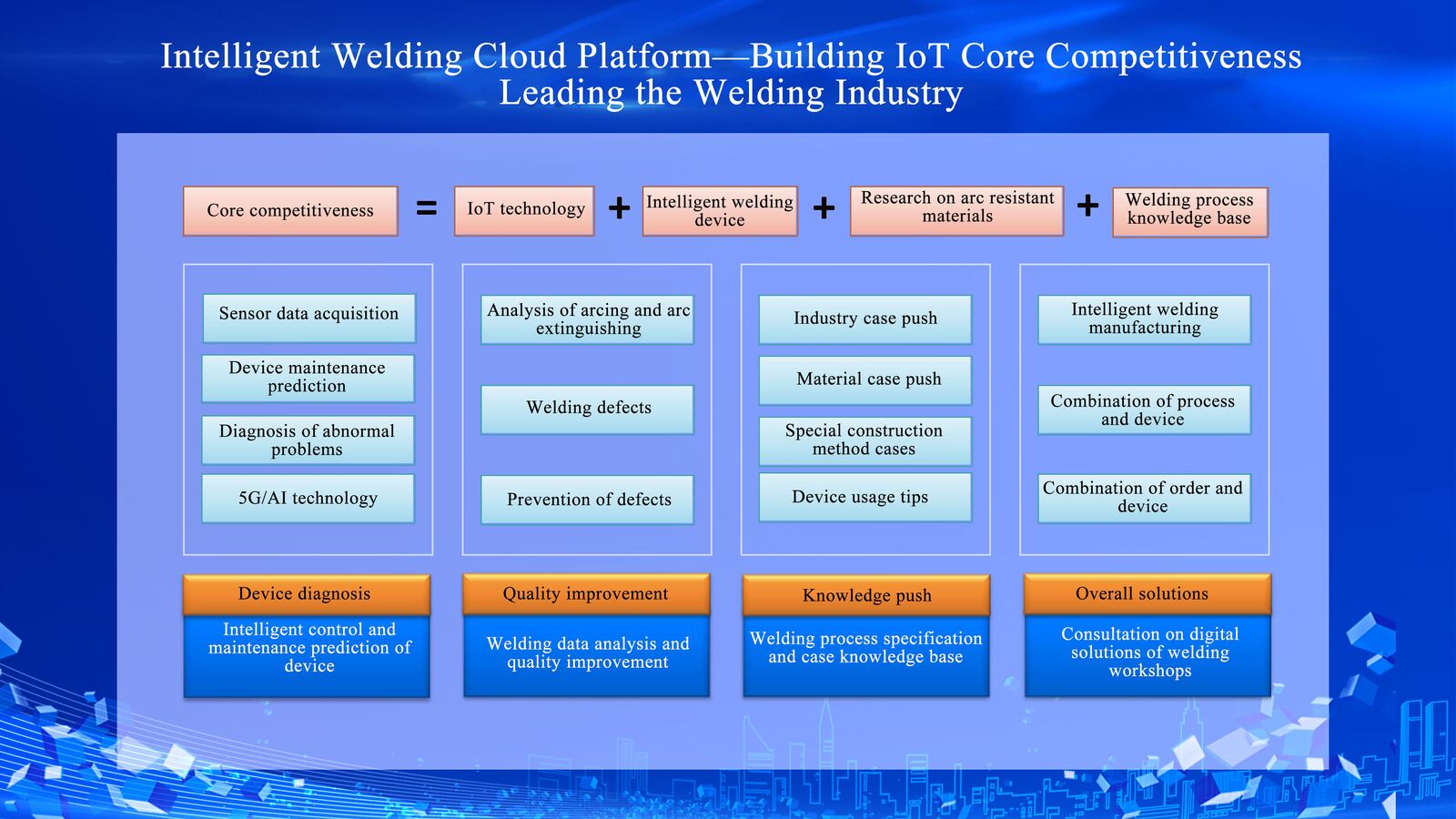
Intelligent Welding Cloud Platform © Risong Technology
I. Background
The project case was developed by Guangzhou Risong Intelligent Technology Holding Co., Ltd., and was selected as the application direction of platform integration innovation for the 2020 Industrial Internet Pilot Demonstration Project of the Ministry of Industry and Information Technology. To promote the digitalization, networking and intelligent transformation of enterprises and accelerate the integration of manufacturing and Internet, Risong Technology has established a remote operation and maintenance platform for robotic and intelligent devices based on remote operation and maintenance of robots and aiming at process data management. The platform integrates technologies such as the device cloud platform and process expert database, and can provide customers with services such as device status monitoring, operation and maintenance order management, spare parts management, fault statistical analysis, spot check and tour inspection, remote operation and maintenance assistance, etc., thus enhancing customer service experience and increasing customer engagement, from selling devices alone to providing customers with digitalized factory overall solutions. Therefore, the corporate competitiveness and profitability are improved. The implementation of the industrial Internet platform project has helped us realize the transition from the traditional on-site service to the remote robotic operation and maintenance plus mobile app service, greatly reducing the number of business trips and reducing carbon emissions. The number of after-sales service personnel has been reduced by 30%, thus saving labor costs and enhancing the sustainable corporate competitiveness.
The project provides an efficient technology for remote cooperation and communication based on the industrial Internet platform, integrating the industrial Internet, cloud computation technology, mobile communication, etc., with the remote device operation and maintenance as the target application scenario, and has developed a remote device operation and maintenance system, providing reliable data bases for operation and maintenance service personnel through the cloud platform, and effectively solving some common difficulties and tricky points in the operation and maintenance processes of the industry.
In this project, artificial intelligence technology is applied to industrial application scenarios, and advanced AI technology is used to guide and assist actual production, thus reducing labor costs and improving production and management efficiency of enterprises. As the foundation of industrial artificial intelligence, huge amounts of high-quality operation, maintenance and process data is particularly important for intelligent manufacturing enterprises to become digitalized and smarter. According to its rich experience in the industry and advanced information technology, Risong Technology has developed a process management platform based on IT-based management methods, which can effectively manage all kinds of data generated in the production process, and with overall consideration of historical data, recommend the optimal parameters according to the target scenarios, effectively improving the accuracy of parameter selection, reducing the rejection rate and shortening the time for launching customers' new products, and fully activating and utilizing the company's invisible data assets.
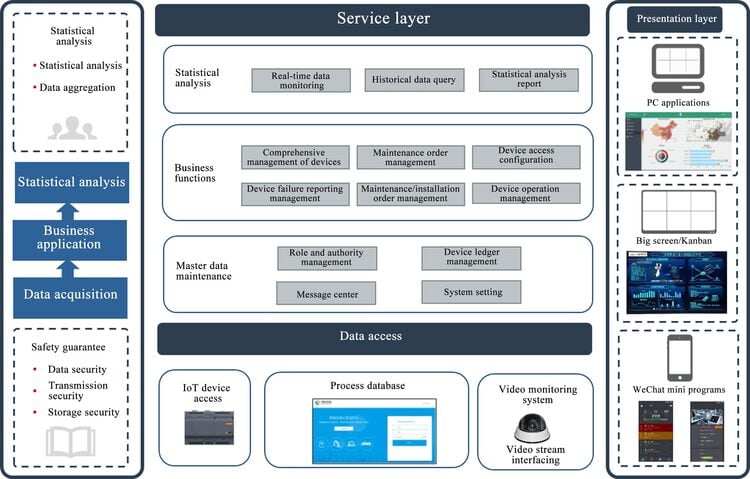
II. Main Practices
1. Methods and measures
Firstly, by combining the experience of engineers with information management technology, the process management platform can help enterprises effectively manage the process data involved in various industries and processing methods, and fully solve the problem of lack of effective management methods due to the wide range of processes involved.
Secondly, besides process data, the process management platform also provides data sheets such as the device library, joint library, and knowledge base to help enterprises manage more process data. In addition, the process database utilizes the process data accumulation by Risong Technology for years and advanced artificial intelligence technology to further develop the automatic planning of path and process parameters on the traditional process management platform, and automatically complete the functions of process design, process flow optimization, and quality prediction, so that enterprises can obtain direct practical value from the data, and the accumulated data can guide the process links, reduce the production and management costs of enterprises, and promote the transformation of enterprises into digital and digital-driven enterprises.
The remote operation and maintenance module of Risong Technology Industrial Internet Platform integrates the knowledge base of Risong Technology robot corrective maintenance, which can effectively support Risong Technology's field engineers, partners and customers in detecting, checking and dealing with various problems in the operation of devices.
2. Main work
The process database expert system independently developed by Risong is based on artificial intelligence technology. It realizes automatic planning of path and process parameters through machine learning and deep learning, and automatically completes process design, process flow optimization and quality prediction. According to the process qualification data and production verification data, the database can carry out self-learning based on the Internet of Things, using controllers and sensors to acquire all kinds of parameters and quality data, constantly improving the database, and realizing self-adaptive and self-adjusting advanced process technology through artificial intelligence technology.
3. Issues to be solved
The service objects, service scenarios and issues of the project include but are not limited to: (1) For device manufacturers: improving after-sales efficiency and reduce after-sales costs, increasing after-sales revenue, improving sales of devices and accessories, and providing big data support for product improvement. (2) For device users and operators: improving production efficiency and reducing energy consumption, preventing device failure and reducing losses, improving operational efficiency and reducing maintenance costs, improve product quality and reducing production ramp-up time, and reducing production cost.
The platform can interact remotely to effectively reduce the contact frequency between people and the spread probability of the COVID-19 pandemic. Today, when the pandemic is still raging, it can play an important role in ensuring the normal operation of customers' site devices, showing strong resilience. Different from the traditional site-oriented face-to-face operation and maintenance assistance, the platform fundamentally eliminates the possible spread of the COVID-19, so it ensures the health of operation and maintenance personnel and service personnel, and at the same time effectively ensures the normal operation of customer site devices. In the face of the impact of the COVID-19 pandemic, thanks to innovative operation and maintenance methods, the platform is not affected by the pandemic at all, and it is full of resilience.
The platform can significantly improve the timeliness and economy of the platform's participation in corporate operation and maintenance businesses, reduce energy waste and effectively reduce carbon emissions. Traditional operation and maintenance methods require operation and maintenance service personnel to provide on-site services for customers. For both Party A and Party B, the timeliness and economy of operation and maintenance services are not high. For Party A, failure to locate and solve problems the first time when faults occur means device downtime, which means idling of other devices and letting personnel waiting. For Party B, whether arranging personnel for long-term on-site attendance or on-site service after problems occur, it means the additional transportation cost and the waste of effective working hours. For traditional service organizations or departments, the annual transportation cost is a high-expenditure item. All these can be effectively solved after the emergence of the remote operation and maintenance mode. In the remote operation and maintenance mode, after problems occur, the timeliness of operation and maintenance services is greatly improved, and Party B's transportation cost can be greatly reduced. The improvement in energy efficiency of Party A and Party B will eventually translate into the reduction of energy consumption, thus effectively reducing carbon emissions.
III. Effectiveness and Experience
1. Characteristic achievements
Compared with the existing traditional process database, Risong Technology's process management platform covers a wider range of industries, involving more comprehensive processing methods and processes, and incorporates the expert system based on process big data into the database, which not only realizes efficient data management, but also realizes information extraction from data to guide the processes for improving production efficiency.
With a wider range of industry standards and data and full coverage of all kinds of process specification parameters, the real omni-directional, multi-angle, and high-efficiency data management is realized.
With "data-driven" as the core idea, the functions of self-learning, self-adaptation and self-adjustment are realized to a great extent using artificial intelligence technology and advanced process technology.
The establishment of the process management platform is, so to speak, able to meet the needs of enterprises for data management, and at the same time, it can generate direct guidance for the process through the expert system to help reduce production costs and improve efficiency. With its knowledge and experience in manufacturing technology, management technology and information technology application, the project is obviously advantageous in competitiveness.
With this project, Risong Technology can share and exchange on-site experience with its partners and customers, and form a knowledge system of device operation failure among them, so that the three can fully communicate in the system, and make use of the advantages of the Internet, so that more customers can experience more efficient and considerate on-site support services.
2. Experience that can be replicated and popularized
Based on the industrial Internet, the project can form solutions such as remote device operation and maintenance and process management, solve key problems such as process optimization and intelligent tour inspection, and form application cases in automotive equipment and construction machinery industries, and has the feasibility of being promoted to other industries.
This project can accelerate the transformation of the manufacturing production mode, management mode and business paradigm, and help improve the quality of manufacturing products and services. After the first demonstration of the project technology, its technology and application mode can be extended to many fields such as aviation, aerospace, shipbuilding, machinery, automotive, electronics and electricity. The project is of important theoretical significance and practical engineering value.
On the basis of comprehensive consideration of advancement, operability, economy, industrialization and other factors, the research scheme and technical route are formulated based on the relevant research results of the relatively mature and advanced technology and the existing corporate technical solutions. Through pilots and demonstration, new models and formats that can be replicated and promoted will be formed, promoting the innovative development of the industrial Internet and artificial intelligence.
Contributions to UN's Sustainable Development Goals
The project establishes resilient infrastructure, promotes inclusive and sustainable industrial development, and ensures sustainable consumption and production patterns by accelerating innovation. In addition, it also further strengthens the implementation methods of sustainable development and activates the global partnership for sustainable development through technological innovation and global promotion and popularization of new production technologies. It complies with Articles 9, 12 and 17 of Sustainable Development Goals.
AI-based Object Position Estimation
Depalettizing Arbitrary Objects with Robots
Nov 10, 2021 — Handling tasks are one of the most typical task executed by robots. So far, programming and setup costs are still quite high and worthwhile for low mix high volume (LMHV) productions.
In addition to intelligent image processing, this technology project for logistics also uses a roll-on gripper specially developed for gripping containers © Robomotion
But what if, in times of increasingly personalized production, the variety of parts increases? Often, these efforts become uneconomical. The same applies to the use of robots in warehouses, logistics centers, or in the retail trade: The variety of articles is extremely high and teaching in each individual object that a robot should be able to grasp is too costly.
In this context, AI technologies can make robots more autonomous and more flexible and enable new applications. Automation solutions become economically feasible even under challenging conditions. Researchers from Fraunhofer IPA are showing what such an example might look like in the deep picking project. Among other things, they are working with the company »Premium Robotics« and develop AI-based image processing solutions that enable robots to recognize and grip unknown packaging units on pallets.
In the past, classical image processing approaches that require a high degree of domain and expert knowledge were used for the localization and gripping of objects by robots. However, these methods are often not sufficient for more demanding tasks, such as gripping closely stacked products that all have a very similar appearance. In addition, the time-consuming training of new products is another obstacle. An experimental setup developed by Fraunhofer IPA and Premium Robotics illustrates the use case and benefits offered by AI. The closely stacked objects on the load carrier cannot be gripped or approached arbitrarily without affecting other objects. The task was to investigate different approaches for object detection and to test their application in the field of goods picking by robots.
In addition, methods based on convolutional neural networks (CNN) for object recognition and pose estimation were investigated. Since training new products is correspondingly costly – training samples of image data have to be generated and manually annotated – the model training was performed in a simulation environment and the trained model was subsequently transferred to the real world. Successfully tested objects were all kinds of packages like open and closed boxes, trays with bottles, cans and cups, transparent objects, different types of packaging of any shape encountered in a warehouse and all of this under challenging illumination conditions and background reflections.
Case Studies / Industrial Robots / Service Robots / Mobile Robots / Robots addressing the UN SDGs / Robots in Daily Life / Collaborative Robots
Robots improve health at work
Robots in Daily Life
Sep 22, 2021 — Robots can significantly improve health at work in industry sectors that involve heavy lifting, including manufacturing, logistics, healthcare and retail. Chronic and acute injuries due to heavy lifting and unergonomic work take a heavy toll, both on employee health, and on the economy.Over forty percent of European employees report having to work in tiring or painful positions more than one quarter of the time, with 32% being called to lift heavy loads according to Eurofound. In the U.S. MSDs cost approximately one trillion dollars in treatment and lost wages in 2014, accounting for 5.76% of GDP, exceeding defense spending for that year according to the United States Bone and Joint Initiative.
Robots carry the load
Robots carry out dull, repetitive and frequently unergonomic work, fetching and carrying loads and completing tasks that often cause muscle strain. For example, Svedplan uses a fleet of 30 robots to pack 2.6 million wardrobes per year into self-assembly packs for IKEA, doing the heavy lifting of placing the parts in the packages. Using robots has improved productivity at the plant by 45%, enabling Svedplan to remain competitive and avoid job losses.
Mobile robots fetch and carry materials in manufacturing, logistics,healthcare and retail, bringing parts to assembly lines, products to workers in e-commerce who are assembling orders, and linens and other items to nurses and nursing aids.
See the IFR paper ‘A Mobile Revolution - How Mobility is Reshaping Robotics’ for examples of how mobile robots are assisting workers
Cobot assistants improve work for manufacturing employees
Robots support overall wellbeing by enabling workers – from production operators to nurses – to focus on more interesting and satisfying tasks. In manufacturing, for example, robots increasingly work directly alongside production operators as assistants. Many of these are ‘cobots’ – lightweight robots with specially rounded edges, able to slow or stop when a worker comes into their field of operation. They perform parts of the overall task that are the least ergonomic for the employee, while the employee completes the other tasks and ensures the process is carried out correctly. In this video, for example, the robot lifts and places heavy automotive transmission cases, and the production operator then completes assembly.
Exoskeletons take the strain
Exoskeletons – wearable robots – are increasingly adopted in manufacturing and logistics. They are used to provide support for lifting and for working in unergonomic positions, for example screwing parts overhead. They consist of a frame, made from hard or soft materials depending on the manufacturer, attached to the user’s body generally at the hip as well as the thighs and upper-arms. They can be mechanical, providing support once the wearer’s arm is in place, or motorized, providing extra force for lifting.
There are also wearable robotic stools which enable workers to sit when part of their work is carried out in a stationary position. These lightweight exoskeletons are attached to the feet and hips and adjusted to the wearer’s height and shoe size. They extend to allow walking and then compress into an ergonomic seating position when the wearer bends their knees.

At some point, nurses may wear exoskeletons for support in moving patients - however healthcare organizations typically have budget constraints which would require a lower price-point than is currently the case. However, other robotic support for lifting patients in hospital is being trialled. For example, the Patient Transfer Assist from Toyota Motor Corporation combines weight-supporting arms with a mobile platform to help caregivers transfer patients from beds to chairs or toilets and back.
Watch videos on YouTube
Robots give healthcare workers more time to focus on patient care
Robots in Daily Life
Sep 22, 2021 — It’s not just patients and healthcare staff that are on the move in hospitals.
EVO cart © Oppent
An 800-bed hospital may handle up to 27 tons of materials every day, covering a distance of about 800 km. Nurses spend a significant amount of time fetching and carrying medications, linen and waste, walking at least 4 miles per day according to one study. Robots can significantly reduce this, giving nurses more time to focus on patient care. Mobile robots loaded with linens and medication can find their own way around hospitals, some operating lifts and opening doors.
For example, in a hospital in Garbagnate Milanese, Italy, shown in the YouTube video, mobile robots are used to transport material – including meals and medication, personal protective equipment, and waste material – to 147 reception stations throughout the 500-bed hospital. The robots navigate autonomously using an internal map and sensors to locate their position and avoid obstacles. They also navigate to charging stations when required. More information here.
Assistance robots provide services directly to patients and care home residents
Robots are increasingly interacting directly with patients and residents in care homes, with a number of assistance robots in trials.
For example, the Lio mobile personal robot from F&P Robotics is aimed at supporting healthcare professionals in nursing, geriatric institutions and rehabilitation centres by carrying out tasks such as greeting patients, grasping and carrying objects, offering and serving drinks, clearing dishes after meal, reminding patients of, and accompanying them to, upcoming appointments and providing entertainment. The robot navigates and re-charges autonomously, has a multifunctional arm and communicates by voice as well as through a touchscreen. (see video on YouTube)

Self-service robots that allow patients or care-home residents to selects drinks or snacks from a mobile vending machine are also being trialled. For example, the SeRoDi Service Assistant, developed by Fraunhofer IPA, allows care home residents to select from a choice of 28 drinks on the robot’s touch screen. The chosen drink is then served to them by the robot. The service assistant returns to the kitchen when empty, to be restocked by the staff before being directed back to the day room via smartphone. In addition to reducing workload for staff, the robot also improves residents’ hydration through regular verbal reminders to drink.
See the IFR paper ‘A Mobile Revolution - How Mobility is Reshaping Robotics’ for more examples of how mobile robots are assisting healthcare workers
Watch videos on YouTube
Robots support people with limited mobility in hands and arms
Robots in Daily Life
Sep 22, 2021 — Robots support wheelchair-bound people who have limited mobility in their hands and arms. Robotic arms can be attached to a wheelchair, enabling people to open doors, pick up objects and perform a wide variety of other tasks, including feeding themselves.
The Jaco, image © Kinova
There are different modes of operation. In some cases, such as Jaco from Kinova, the robot arm is operated through the joy-stick or other device used to operate the wheelchair itself.
In other cases - like the Dowing from Focal Meditech shown in this YouTube video – the robot arm is a splint into which the user lays their own arm. The robot arm senses the motion intended by the wearer and calculates the support needed.
There are a number of other robotic aids for people with restricted motion in hands and arms, for example robotic feeding devices such as the Obi and the Bestic that are remotely controlled by the user from another part of the body (foot or chin for example).

Most electric wheelchairs use joysticks or other manually-operated input devices, which makes them unusable for people unable to move their hands and arms. Autonomous wheelchairs that respond to eye movement and can map their environment to navigate autonomously and go up and down stairs are being developed. For example, researchers at MIT in the US are working on a voice-controlled autonomous wheelchair for people who have lost mobility due to brain injury or the loss of limbs, but who retain speech.
Watch videos on YouTube
- Jaco robotic arm
- Dowing robotic arm
- Obi robotic feeding device
- Bestic robotic feeding device
- Voice-controlled autonomous wheelchair
Innovative application of bin-picking of Fraunhofer IPA and Liebherr-Verzahntechnik GmbH
AI drives bin-picking forward
Aug 31, 2021 — In the field of robotics, bin-picking is a challenging task. And critically speaking, the spread of bin-picking is still far behind expectations. AI offers promising technologies to push bin-picking applications forward.
© Liebherr-Verzahntechnik GmbH
Every year, more than 200,000 new robots are installed worldwide for handling. Of these, only a fraction in the per mille range performs bin-picking despite the task’s high potential. One reason for the little spread: Bin-picking cells are the first station of an interlinked production or assembly line. The balancing of such a line is based on the fact that each station provides a guaranteed output. Bin-picking brings along two uncertainties: It is often not guaranteed that the box can be emptied. Furthermore, the cycle time also increases significantly with increasing crate emptying. These uncertainties are often the result of suboptimal parameters which are difficult to set for non-experts.

For this reason, Fraunhofer IPA and Liebherr-Verzahntechnik GmbH, who have been working together on reliable, high-performance bin-picking solutions since 2012, are using artificial intelligence to automate the parametrization of new parts. AI based optimization methods are used to determine the best parameters for the localization of a given part. The parameters are rated based on several factors like the number of correctly detected parts or the accuracy. This automatic approach reduces the time needed for a manual setup by the operator and leads to a reliable detection of parts and therefore to a robust bin-picking process.
Automated pick, pack and palletization
Error free packaging
Jul 07, 2021 — Manual end of line packaging operation in a warehouse involves challenges such as Labor shortage, Longer idle times, Slower pick speeds resulting in conveyor stoppage and Order packing errors.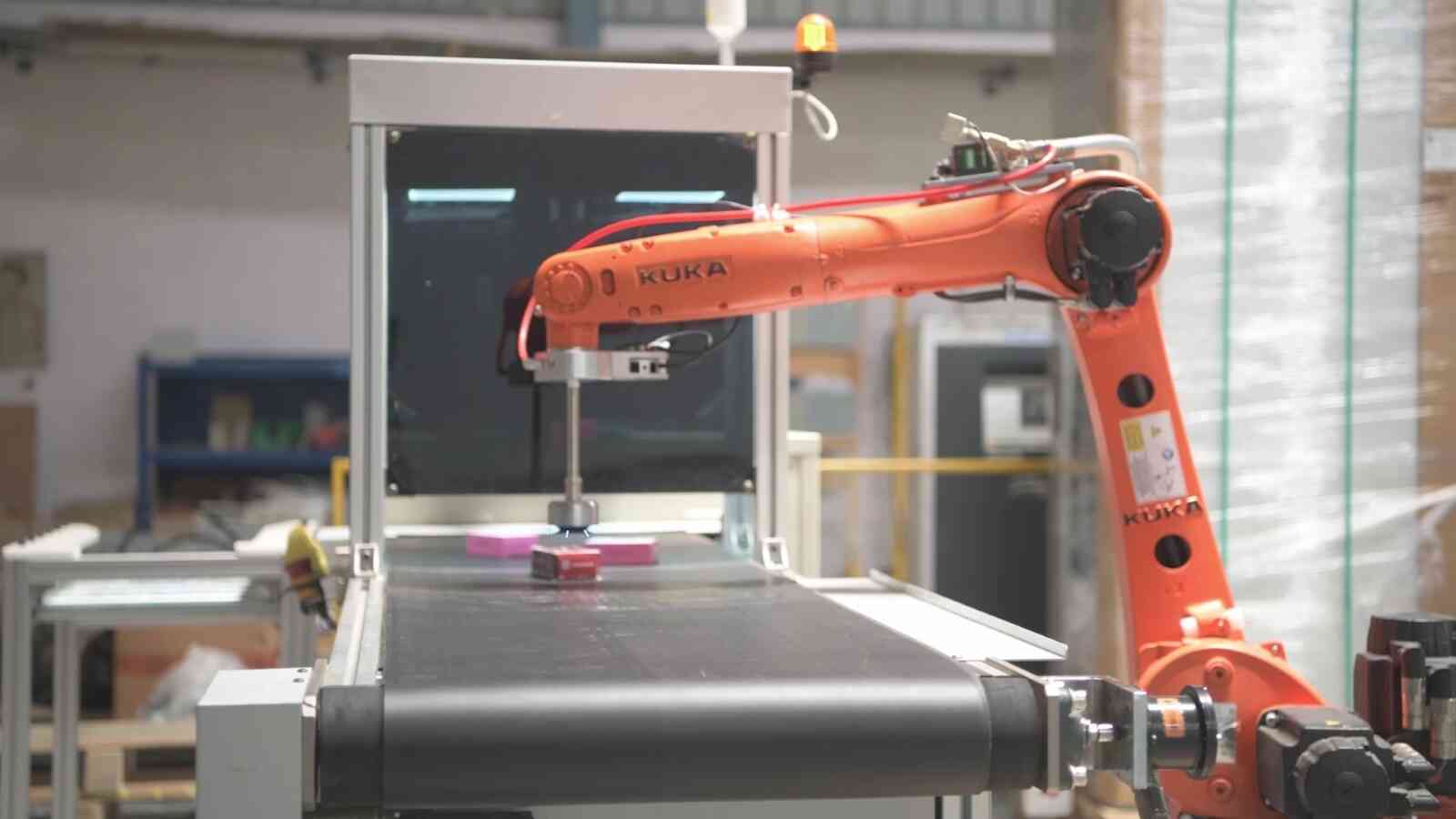
The robot detects the ordered items on the conveyer © Wipro
Solution
Wipro devised a smart packing solution with the features such as End-to-end orchestration by software, UI based order creation and tracking, Integration of robot, conveyor and computer vision, AI based volume estimation and stacking pattern generation in real time and Zero robot teaching.
Process
The order is placed through the order fulfilment system. Once the order is triggered, the robot erects a carton from the stacked cartons. The robot system determines the volume of the empty carton that has been erected using computer vision. Then, formulates the optimum stacking pattern in the carton based on the order using Artificial Intelligence.

Interfaced with Wipro’s robotics software platform, the robot detects the ordered items on the conveyer, picks them on the go and places them as per the AI generated stacking pattern in the carton. Any outliers such as damaged or unordered items are segregated into a separate area. In case the items that are to be packed last arrive early on the conveyor, the robot moves them to a temporary storage and continues packing in the AI generated pattern.
Once the carton is packed with the ordered items, the robot closes the flaps and seals the cartons. The packed cartons are then palletized.
Benefits
- Error free packing solution
- Elimination of manual robot teaching
- Elimination of labor dependency
Automation of glue application on shoe soles
AI improves process
Jul 07, 2021 — A shoe manufacturer was looking for an automated solution for glueing shoe soles to increase quality.
The shoe sole arrives at the robot for glue application on conveyer © WIPRO
Manual application of glue on shoe sole results in excess fills, under fills, glue being sprayed outside the sole. These result in glue wastage and inconsistent output. Automation with an industrial robot involves manual robot teaching for every variant so that the shoe sole can be precisely located. This is highly time consuming and requires skilled robot programmer to be available on floor.
Solution
Wipro developed a dynamic vision based solution that can detect any sole variant, generate the glue application trajectory and pass on the coordinates to the robot to apply the glue.
The shoe sole arrives at the robot for glue application on a conveyer. The sole is scanned on the move by a Photoneo vision camera. Wipro’s vision algorithm collects the point cloud data and generates the glue application trajectory.
Wipro’s robot camera interface software converts this trajectory into robot coordinates and communicates the same to the robot controller.

Once the coordinates are received, the robot moves along the trajectory and the Nordson glue dispensing system sprays the glue on the sole. This solution is agnostic of robot, camera, PLC and dispenser make and model. Any model can be integrated into the platform.
Benefits
- Quality improvement by over 40%
- Improved consistency over 75%
- 50% reduction in labor cost during manufacturing
- Reduced dependency on skilled robotic programmer (No need of training/ teaching for new sole type)
- Optimization of glue consumption
- Consistent quality deliverable
Australia’s Designed Mouldings Deploys OnRobot’s VGC10 Gripper
Meet Surge in Orders and Boosting Productivity
Jun 16, 2021 — Australia-based Designed Mouldings is an injection moulding specialist, producing plastic caps and seals for customers in the packaging industry. With COVID-19 disruptions to global supply chains, companies in Australia turned to local manufacturers like Designed Mouldings for their production.
The gripper drops the assembled cap into a hole in the centre of the table © OnRobot
Challenged with the sudden rise in demand, Designed Mouldings implemented a collaborative automation solution in its product assembly application, increasing productivity and decreasing cycle time significantly.
Designed Mouldings witnessed a spike in orders during Covid-19, as border closures meant more companies were sourcing their products locally. “From a production volume of 10,000 to 20,000 products a month, we were facing orders of 50,000 to 100,000 caps a month. Manual assembly was no longer a viable option for us,” said Paul Neumeyer, Managing Director of Designed Mouldings.

Australis Engineers guided the installation © OnRobot
The company looked for an effective solution to automate their processes and increase their productivity. They reached out to systems integrator Australis Engineering – one of OnRobot’s distributor partners – who suggested a collaborative application and recommended that they start by selecting the end-effector; an integral part of the automation solution.
Simplicity and Ease of Implementation
The OnRobot VGC10 electric vacuum gripper was an obvious choice for Designed Mouldings. With unlimited customisation to fit various needs, the small, lightweight gripper is perfect for tight spaces. The gripper also does not require external air supply, speeding up deployment while reducing maintenance costs.
The VGC10 gripper – integrated with a Techman Robot cobot – works as a stand-alone system and does not require extra cabling, piping or air, resulting in a collaborative application with a small footprint. This allows it to be easily moved and plugged in anywhere. Importantly, the collaborative application is able to work safely alongside employees; no safety fence is needed.

Simple and easy to use © OnRobot
Additionally, the VGC10 provides simplicity and ease of use. “Setting up the VGC10 gripper was fairly quick. While Australis Engineering provided us with some guidance, we were able to do the complete installation and programming ourselves within just three to four days,” said Daniel Neumeyer, Plant Supervisor of Designed Mouldings. “The simplicity saves us a lot of expensive engineering hours that is usually required with typical automation projects.”
Efficient Collaborative Automation
The OnRobot VGC10 gripper is used to automate the sealing of wads on plastic caps. Wads are used to seal containers and protect their contents from deterioration or contamination through exposure to air, moisture or other impurities.
First, the cobot’s vision system detects the wad on the table. The image is stored in the cobot’s database and programmed to trigger the machine to move and send instructions to the VGC10 gripper to pick the wad up. The gripper then inserts the wad into the bottom of each plastic cap. Once the wad has been fitted, the gripper drops the assembled cap into a hole in the centre of the table, where finished goods are stored before being packed and shipped.
Benefits Aplenty with Collaborative Application
The shift from manual hand assembly to collaborative automation has helped Designed Mouldings shorten the production cycle time, increase productivity and maintain consistent output quality. Designed Mouldings has also seen a reduction in material waste by one to two percent, and employees are now relieved from a tedious task – allowing them to focus on higher value jobs.
The company is now able to cope with the increase in orders without putting pressure on their current workforce or having to hire any contract staff, saving costs.
“The OnRobot VGC10 gripper can easily complete a 20,000 product run in 24 hours – three times faster than if it were done manually. With a constant stream of jobs, we are expected to achieve ROI in six months,” said Paul.
New Automation Possibilities
With the successful implementation of the collaborative application with the VGC10, Paul and his son Daniel are looking at other collaborative automation opportunities. Specifically, Designed Mouldings is looking to use the OnRobot RG2 gripper to assemble filters for hospitals.
“As one of the leading injection moulding companies in the industry, ensuring we stay competitive is crucial. Collaborative applications through OnRobot is an important step towards securing our future and enhancing our competitive edge,” added Paul.
About the VGC10
The VGC10 electrical compact vacuum gripper has unlimited customization possibilities. It has changeable suction cup options for nearly any application need. The VGC10 can fit into tight environments to extend your automation possibilities. It can lift small, odd-shaped, and heavy objects with a smaller robot arm. The VGC10 features two independently controlled air channels that allow it to act as a dual gripper with pick-up and release in the same action, further increasing efficiency and reducing cycle time. With no compressor or air supply needed, this compact electrical gripper is easy to move, and simple programming makes it quick and easy to redeploy for greater production flexibility. Seamless integration with the robot of your choice.
MyAppCafé introduces fully automated Coffee-to-go Service
Robot Barista von Kawasaki
Jun 16, 2021 — Order your morning latte macchiato conveniently via app from the bus, quickly scan the QR code and let the robot barista serve it fresh - MyAppCafé makes it possible.
The Kawasaki RS005L is the centerpiece of the fully automated cell © Kawasaki
Order your morning latte macchiato conveniently via app from the bus, quickly scan the QR code and let the robot barista serve it fresh - MyAppCafé makes it possible.The 160 variants of coffee specialties - including espresso doppio, cappuccino, chocciato or latte - can of course also be ordered directly on the touchscreen.
The idea came to Karlsruhe-based MyAppCafé founder Michael Stille during a “Tatort” episode in which a catering robot played a central role. First conversations quickly began. A similar solution was already on the market in the USA - but without interest for the European market. Together with two other Karlsruhe companies, IBS and Rothweiler Feinwerkmechanik, Stille developed its own solution.
High economic efficiency and minimum personnel costs
MyAppCafé delivers the whole concept - turnkey and automatically. The decisive goal during development was cost effectiveness: Each franchisee only needs to spend a maximum of one hour a day refilling and waiting, the rest is fully automated. MyAppCafé only needs to be refilled after around 650 issues - of course the system informs the operators in good time. An important argument for the fully automated gastronomy solution, says Michael Stille: “Almost no personnel is required, a maximum of one hour of working time for refilling and cleaning must be scheduled after 650 issues. By comparison, four employees would be needed to provide the same service. With our robot Barista, you are in the profit zone much faster”. The integrated fully automatic cleaning systems combine the highest hygiene standards with minimum effort.
A robot is the heart of the cell: The engineering office IBS has been a close partner of the international robot manufacturer Kawasaki Robotics for years. After reviewing and comparing several options, the choice for the robot quickly fell on Kawasaki - also by recommendation of IBS. The prototype as well as all further cells were built based on the Kawasaki Robotics RS005L.
With a maximum payload of 5 kg and a maximum reach of 903 mm, the RS005L is part of the universal R series for small to medium payloads, suitable for assembly, material handling, machine tending and many other applications. Its special design enables the high-speed robot to have a longer reach and an extended working range.
In addition to the technical aspects, the RS005L convinced Michael Stille with its appearance, which fitted well into the design of the cell: “We wanted to have a real industrial robot inside, not a ‘toy’. And Kawasaki was very accommodating to us as a partner and through the quality of the robots.”
Challenging development and rapid success
IBS finally developed the approximately 7 square meter large cell according to the detailed ideas of Silence. The implementation was demanding, among other things for a smooth communication between Kawasaki robot, WMF coffee machines, the output and the app. Via business and technology networks in Karlsruhe, the experts were called in for all components and aspects. Thus the startup ROCK5 from Karlsruhe developed the intuitive App. Within a few months, the development led to the successful prototype, which completely met the high demands - full automation, intuitive operation and reliability.
Just in time for the Franchise Expo in Frankfurt am Main in November 2019 the MyAppCafé cell was ready for the market and was presented to the public for the first time - with great success and numerous inquiries. Home game in Karlsruhe: For the first MyAppCafé cell, the Postgalerie shopping center was quickly found as an optimal location - also easily accessible for tests and presentations. Besides Karlsruhe, there are already locations in Böblingen and the Stadtgalerie Heilbronn aktuell, Saarbrücken will follow soon.
How MyAppCafé works
After ordering the desired coffee specialty via app or touch screen, the Kawasaki robot takes a cup and transports it to one of the two high-end coffee machines of WMF type 9000 S+ as well as to two syrup stations and a specially developed milk system, if required. It then moves the finished coffee to one of the dispensing stations where it can be removed for immediate enjoyment. The robot can prepare and serve up to 120 coffee per hour.

A cool highlight: the hot drinks can be decorated with an individual text or picture on the milk foam using a food printer, at no extra cost. Even your own photos can be uploaded via app and displayed on a fresh cappuccino. “Our customers can be as creative as they like: They can upload a vacation selfie directly from Milan and order the printed coffee in Karlsruhe for their return,” says Michael Stille.
Sustainability and fair trade have been important components of MyAppCafé right from the start: the cup and lid are made of environmentally friendly and compostable corn starch and all ingredients have organic and fair trade seals - from coffee to optionally available soy milk.
The robot barista never gets tired: MyAppCafé is active 24 hours a day, seven days a week - without waiting or queuing. Practical in times of Corona: Payment is made with all common contactless methods, including EC and credit cards, PayPal, ApplePay and GooglePay.
High demand: Growth despite Corona
The Corona pandemic has naturally slowed down the momentum, as in all industries, but new inquiries are still coming in every day worldwide. Among other things, talks are currently underway with several listed companies in Germany who plan to integrate MyAppCafè. On average, it takes two months from ordering a MyAppCafé cell to the start of operations at the desired location.
Even though Corona has slowed down the search for a location, the prospects are very positive: By 2021 at least 50 boxes should be in place in Germany. Demand is also strong internationally - the first cells in action as well as appearances at franchise fairs have generated interest from Dubai, the USA, Poland, Sweden, France and Israel, among others. As locations are so far among other things shopping centers, universities, stations or airports in the focus, but the possibilities for the integration of the robot-supported MyAppCafé cell are versatile.
Case Studies / Industrial Robots / How Connected Robots are Transforming Manufacturing / Collaborative Robots
Snappy collaborative robots at Zippertubing Company
zero defect rate while doubling production output
Jun 16, 2021 — With no robotics experience, the family-owned Zippertubing Company integrated Universal Robots in vision-guided applications tending snap fastening machines for wrap-around cable jacketing.The Challenge
“What integrator are you using?” A question Tim Mead, operations manager with Zippertubing in Arizona kept hearing as he visited robot manufacturers at trade shows. “But we wanted something that we could integrate ourselves. Something that would save us a lot of money and bring the installation down to a price point that made sense for us,” says Tim Mead. His company was facing a very large increase in demand for its thermal wraps used by automotive and aerospace industries to protect hoses, pipes and cables. On Zippertubing’s production line, workers had a hard time keeping up with the fast-paced, highly-precise, highly-repetitive task of correctly inserting the cable jacketing into snap machines. That’s when the company started to look into more user-friendly collaborative robots, or “cobots.”
The Solution
“We chose Universal Robots’ UR5 for a few reasons. After a quick demo we realized this was a collaborative robot we could integrate on our own. We were also looking at the versatility,” says engineering manager at Zippertubing, Matt Hesselbacher, explaining how Zippertubing’s products can change from month to month. Safety was another concern as operators would be working around the robot, feeding it raw parts and take away the finished pieces.
“The biggest benefit we’ve found with the UR5 is that our product quality really has improved; the robot has been running for eight months now and we have gone from having some product returns to now zero defects on parts produced,” says Mead. “With the robot itself, we can specify 300 percent more tolerance on our parts than with manual operation,” he says, adding that Zippertubing’s customers are noticing this improvement as well.

Tim Mead’s background is in chemical engineering, not robotics programming, so he was initially hesitant to build a robotics cell from scratch. “The demo convincing us was done by Universal Robots’ distributor In-Position Technologies and it looked very straightforward, there’s also a lot of cool training stuff on the UR website” says the operations manager who used the free Universal Robots Academy to get up to speed after purchasing the robot.

The Arizona company programmed their first UR5 to pick up pre-cut fabric material that the cobot moves through a snap-set machine where five male snaps are inserted, then it moves over to a second machine where five female snaps are added. The 25 second cycle concludes as the UR5 presents the piece to a vision camera that inspects whether the snaps are added correctly. Depending on outcome, the UR5 is directed to place the finished piece in either the “good” or the “scrap” pile.

UR5 enables lights-out manufacturing
Zippertubing is now working on a more compact, second UR5 installation that reduces cycle time while increasing the quantity of parts to run after-hours by integrating a turntable for delivery of the fabric. “We can have the robot run all night and double our production output. We can also have it handle two or three additional parts and cover even more of our production,” explains Mead, detailing how the collaborative robots enabled the company to reduce its labor force by 32% in those applications. “We can now take that freed up labor and move them to other more customized high-skilled, high-demand sections of our production line, where our operators can use their skills in a more beneficial way.”
For change-overs requiring different tools, the company went to the UR+ Solution website, an online platform with certified plug & play products for UR cobots and found the Milibar tool changer. “The benefits of using this is quick changeability, adding a new tool to the end of the robot arm is not an issue now,” says Mead.
Automation assistance to Chinese colleagues
Zippertubing estimates about a two year ROI on their UR5 purchases. “The return on investment is not just a return on the money we spent on the robot and the system; it’s also a matter of quality for us and for our customers,” says Hesselbacher, who stresses that a continuous lights-out production will push the ROI much lower as well. The success of Zippertubing’s Arizona plant has resonated with its sister facility in China too. “Our Asia facility is totally manual at the moment, and they’ve reached out to us to see if we could build them some of these robotic cells,” says Mead, who will refine the next UR robot application and provide it to his Chinese colleagues. The Arizona company is now also looking at other tasks UR robots could automate. Sewing is one of them.
“It will be a unique challenge as we want the robot to do snaps and sewing with the same tool,” says Mead, who is optimistic that his team will get the sewing project figured out in the foreseeable future.
Case Studies / Industrial Robots / How Connected Robots are Transforming Manufacturing / AI in Robotics
Smart 3D Vision Solutions
How 3D vision solution brings benefits to robot depalletizing for retail industry
May 19, 2021 — In order to boost efficiency and maintain its competitiveness in logistics distribution and retail supply chain within specific region, LQ invested high level of warehouse automation.
One of the depalletizing cell under commissioning © Mech-Mind Robotics Technologies
LQ Group is a giant trans-regional and comprehensive commercial group in FMCG industry, and it is one of the top 500 enterprises in China. LQ had traditionally used conventional human-operated warehouse system.
In order to boost efficiency and maintain its competitiveness in logistics distribution and retail supply chain within specific region, LQ invested high level of warehouse automation. At the near end of the system, four depalletizing cells with ABB IRB660 are designed to pick specific number of cartons according to the orders.
There is only one kind of cartons on each pallet; however, there are thousand kinds of cartons with various sizes, colors, patterns, shades, and etc. to be processed everyday which are not able to be handled by conventional robot solution. To solve these problems, Mech-Mind 3D vision system provided an alternative to ABB robot.
Requirement for the vision system

examples of cartons colors and cartons shape © Mech-Mind Robotics
Comprising with Mech-Mind industrial 3D camera, vision system (Mech-Vision), and code-free robot programming system (Mech-Viz), the automated solution aimed to reach 1000 cartons/hour for one robot station, the cycle time between each pick is 10s, which means the vision system should also support for picking three cartons at one time pick.
The Mech-Eye deep is mounted on a stand 1700mm above the top of cartons.
The max weight of one carton is 30 kg.
The FOV (field of view) is 1000*1200*1300 (length*width*height).
The recognize accuracy of vision system should be larger than 99.99%, the time consuming of the visions system should be within 2s and the locating accuracy is±3mm. The vision system is perfectly compatible with ABB robot and the communication protocol is TCP/IP.
The vision system should determine the coordinates and the pose of the cartons which should be picked; therefore the path planning and collision detection of the robot can be taken care of.
Multiple sizes and colors cartons for FMCG (length:600~300mm,width: 500~200mm,height: 500~200mm)
Automating procedure of the depalletizing cell
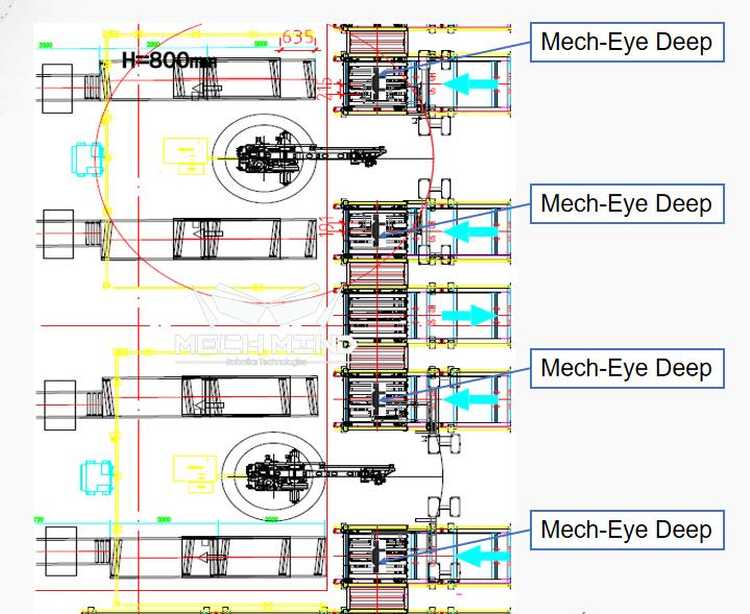
Arrangement drawings for two cells © Mech-Mind Robotics Technologies
In order to reduce the downtime of waiting for new pallets, two cameras are installed on the left and right of the conveyor and guides the robot to execute the order alternatively. The pallets are conveyed to the left and right of the depalletizing station. Once the pallet arrives at a certain position, the host control system sends the signals of the cartons on the pallet including size, weight and quantities to the robot.
As soon as the robot receives the arrival signal from the host system, it triggers the camera to take a picture and sends the picture to Mech-Vision. The vision combines the coordinates and poses of cartons into grasping points and sends it to Mech-Viz.
The Mech-Viz receives the order information and grasping points, afterwards, it guides the EOAT on how many suction cups have to be activated in order to pick a specific number of cartons and which specific cartons have to be picked on the same layer; moreover, Mech-Viz should also inform the robot of the cartons direction when it is put on the conveyor.
Repeat the procedure.
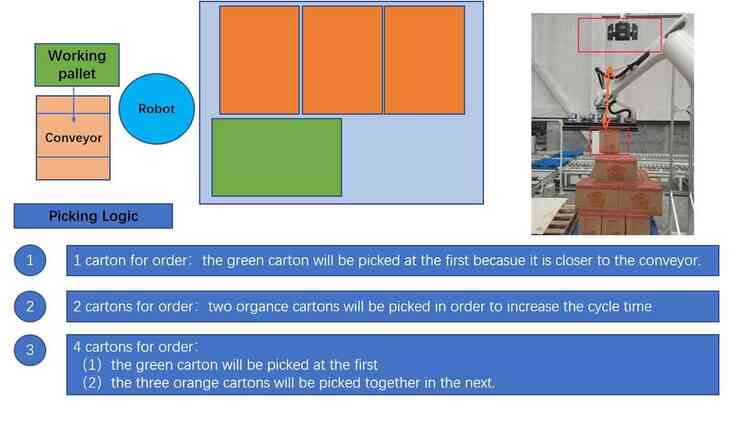
Illustrate the picking logic for the depalletizing cell © Mech-Mind Robotics Technologies
The intelligent solution
The key element of LQ depalletizing solution are Mech-Mind industrial 3D camera, graphical machine vision software and intelligent code-free robot programming environment.
- Complete and rich function package of 3D vision solutions including hardware, vision system and robot programming.
- Stable and reliable hardware (passed 7000 hours endurance test)
- Advanced algorithms with deep learning, able to handle various complicated situations.
- Fully automated calibration with high accuracy.
- Fast and accurate object locating.
- Code-free programming environment.
- Fully visualized interface with only one-click simulation of robot movement
- Simple and intelligent software with ensuring the stability of robots in the meantime.
- Adaptable to various mainstream robot brands.
- The cameras and vision system are implemented with robots within 2 weeks.
How the vision system improves the robot depalletizing
- Highly improved flexibility of robot, by putting intelligence into robot and guiding the robot to solve complex tasks in a much easier and cost-effective way compared to conventional robot station.
- Higher production capacity provided by code-free robot programming system, can support multiple suction cups on the EOAT to handle multiple cartons at the same time.
- Robust, the advanced vision algorithm can still identify cartons with unfavorable conditions such as binding, reflection and tightly packed objects.
- Thanks to the advanced deep learning algorithm, all types of cartons can be recognized, and there’s no need for registration.
- Saving a lot of deployment time and reducing the usage difficulty and deployment costs
- Lower maintenance rate compared to conventional way due to less simple structure, less part, code free environment
Robots Help Fight the Battle Against COVID-19 Pandemic
Four examples by FANUC North America
Apr 08, 2021 — The team of Authorized System Integrators and automation equipment suppliers are working tirelessly with companies that manufacture life-saving products including personal protective equipment (PPE), disinfectants, medical diagnostic equipment, ventilators and many other items used in the fight against the coronavirus.New and innovative automated systems are also helping companies minimize product handling to create more space on the production floor and meet social distancing requirements.
“We’re extremely proud of the work that our Authorized System Integrators and automation equipment suppliers have done throughout the pandemic,” said Mike Cicco, president and CEO, FANUC America. “We live in unprecedented times that require a rapid response to make protective and life-sustaining products, and minimize person to person contact, and I think everyone involved has answered the call.”
Interactive Design - Lenexa, KS
Robotic System to Line Track, Pick and Package COVID Test Swabs
As COVID testing escalates across the globe, a major producer of test kit swabs needed an automated solution to help meet the increasing demand. Interactive Design quickly engineered and designed a flexible system equipped with multiple machine vision guided FANUC SR-6iA SCARA robots to automatically orient, feed, and load swabs into horizontal form, fill, and seal packaging machines. FANUC iRVision allows the robots to locate the swabs as they are conveyed from the machines that produce them. Depending on the position of swabs on the moving conveyor, each robot accurately picks 75 to 90 swabs per minute.
“Interactive Design’s integration team responded at record speed,” said Nate Maholland, sales manager, Interactive Design. “These systems are going to start hitting the customer’s facility in less than half the time they would under normal conditions. We’re very proud to help at this critical time.”
ESS Technologies – Blacksburg, VA
Flexible Filler/Capper for Vials and Small Bottles
As cases of COVID-19 began to intensify across the U.S., a diagnostics manufacturer reached out to ESS Technologies to build two identical filling systems with automated cap torque for diagnostics vials to be used in manufacturing COVID-19 test kits. Speed and urgency drove the project, which required the system to fill up to 120 vials/min.
Though originally developed for vials used in COVID testing, the machines can be used for applications using vials or small bottles. Available in semi-automatic and fully automated configurations, ESS’ flexible filler/capper uses a circular puck conveyor system to transport vials or small bottles to the inline filling system. A timing screw drive positions six vials beneath the six-up diving nozzle assembly where a precise amount of diagnostic reagent is dispensed. The cap placement is automated using FANUC’s SR-6iA SCARA robots and a cap feeder. A three-up final torque station then applies the precise amount of torque to the caps. The machine uses Allen Bradley PLC controls and a 6 in. color touchscreen HMI for ease of operation. An optional 10 in. HMI is available. The system provides fast changeover - under 10 minutes.

In addition to filling and capping COVID test kits, a second diagnostics manufacturer has asked ESS to build several end-of-line packaging systems comprised of 13 robots for collation, cartoning and case packing sterile test kits. ESS has been able to offer fast delivery times for these systems, allowing the manufacturers to ramp up their important production capacity. According to Kevin Browne, president and founder of ESS Technologies, Inc. “Everyone at ESS immediately understood the urgency of building high speed, high performance packaging machinery to increase the manufacture of test kits and prepare for future vaccine packaging. As a critical manufacturer for the pharmaceutical and diagnostics industries, ESS worked with suppliers to keep the supply chain flowing, and we were able to deliver two complete systems in just a few weeks.”
PaR Systems - Shoreview, MN
Automated Assembly System for Respirators
A major manufacturer of personal production equipment (PPE) needed to quickly ramp up production of their respirators to aid in the fight against the COVID-19 pandemic.
PaR Systems was able to design and build four robotic dispensing systems in just five weeks. Each system includes a FANUC LR Mate 200iD robot for automated dispensing. Since implementing the system, parts are produced within 25 minutes, just a fraction of the time it took with the previous automation. Now, the customer is able to assemble nearly 20,000 respirators per week.
“I’ve never seen a faster or more seamless delivery. It was truly a collaborative effort between PaR, FANUC, our customers and suppliers - all united to help produce this important equipment towards a cause,” said Jon Sakry, SVP of Operations at PaR Systems. “Our team went from concept to install for the customer in just five weeks! We took advanced measures to ensure the health and safety of our employees and customer teams were not compromised, including working extended hours and weekends to meet deadlines, safely separating testing groups and maintaining safe social distancing measures throughout the entire production process.”

This example underscores PaR’s mission to help manufacturers solve production challenges with automated solutions to get critical supplies to those who need them.
“In my years at PaR, we’ve done some important work including protective equipment for our military personnel, and assisting with the clean-up at various nuclear reactor sites. I count this latest automated system to produce respirators that protect first responders as another very important project, and I’m proud we were able to deliver the system in an extremely quick timeframe,” said Dan Hagen, Business Segment Leader at PaR Systems.
Sealed Air – Charlotte, NC & Soft Robotics – Bedford, MA
Touchless Packaging System
Sealed Air, the originator of the BUBBLE WRAP® brand and CRYOVAC® food packaging technology as well as other sustainable packaging solutions has partnered with Soft Robotics to integrate their respective technology platforms to create an end-to-end packaging system. A key goal of this technology partnership was to minimize person to person contact typically found in order fulfillment applications. The new system uses Soft Robotics’ Superpick 3D piece picking solution that includes a FANUC LR Mate 200iD six-axis robot. The SuperPick system pairs Soft Robotics proprietary vision and software with the company’s patented soft gripper technology to accurately pick variable products from unstructured totes.

The new touchless systems will allow people to social distance, take them out of potentially dangerous areas, and enable them to manage the robotic system versus manually handling the products. It also gives companies dealing with a labor shortage the ability to meet their customers’ growing demands and reallocate their workforce to higher-level tasks.
Case Studies / Service Robots / Mobile Robots / Robots addressing the UN SDGs / Robots in Daily Life / Robots and COVID-19

Cleaning robots reduce infections in hospitals and public spaces
Robots in Daily Life
Mar 09, 2021 — Sales of cleaning robots have boomed since COVID 19, helping keep patients and staff safe. Cleaning robots are also used in public spaces such as hotels and public transport.
“UVD Robot” by Blue Ocean Robotics drives autonomously and eliminates bacteria and other harmful microorganisms in hospitals © Blue Ocean Robotics
Infections caught during hospital stays account for around 37 000 deaths per year in Europe and almost 100,000 in the U.S. The cost of treating hospital infections runs to around €7 billion in Europe and US$6.5 billion in the U.S. Ultra-violet disinfection robots can destroy 99.9% of all microorganisms in a hospital room within 10 minutes. While the room must be empty during disinfection, there are no negative effects of the UV rays. These robots do not replace cleaning staff, who are still required to remove ‘hard’ stains such as blood and urine.
The coronavirus pandemic has rapidly accelerated the adoption of disinfection robots and expanded their use from hospitals to hotels and public spaces such as airports and public transport. However, the increase in infections resistant to antibiotics is also spurring a focus on the prevention of infection, particularly in hospitals. Drug-resistant diseases cause at least 700,000 deaths a year according to the World Health Organisation, which estimates this figure could increase to 10 million deaths globally per year by 2050.
Sales of professional cleaning robots increased by 20% to 55 million in 2019 over the previous year and the IFR expects this to be a booming market as a result of the COVID19 pandemic (IFR World Robotics 2020: Service Robots). Disinfection robots are provided by a wide range of suppliers and vary in design. Danish company Blue Ocean Robotics, won the 2019 IERA innovation award from IEEE and IFR and the Frost & Sullivan 2020 European Professional Service Robots Product Leadership award for its UVD disinfection robot, which moves autonomously around hospitals emitting UV-C light. The robot stops emitting if there is unexpected movement which would indicate a person entering the room. The robot uses LIDAR sensors to create a map of its environment which can then be marked up by an operator to show which rooms and other areas should or should not be disinfected. The robot then navigates autonomously around the hospital.
The TMiRob from Chinese company Taimi Robotics Technology provides three types of disinfection; UV, hydrogen peroxide and plasma air filtration which can be used separately or together depending on disinfection needs. UV-C, for example, cannot travel through objects and therefore cannot clean surfaces blocked from line-of-sight by other objects whereas hydrogen peroxide misting is very effective for full surface cover, but takes longer and requires more intensive preparation, such as removing absorbent material and sealing ventilation points.

Siemens Aucma disinfection robot © Siemens
While most disinfection robots move on small-wheeled bases, a number of companies such as Indian robot manufacturer Milagrow, and Siemens together with its Chinese partner Aucma, have developed disinfection robots that run on caterpillar tracks to expand the robot’s scope of operation to include steep slopes and uneven surfaces.
Robots are also being used to make hotels and public spaces safer for people during the COVID-19 pandemic. Not only are they used for cleaning, they are also being used to minimize human contact, for example providing room service deliveries in hotels.

Robot disinfecting the Hong Kong metro © MTR Corporation
A number of transportation companies are using cleaning robots. For example, Hong Kong transportation company MTR Corporation has deployed a Vapourised Hydrogen Peroxide Robot (VHP Robot) to clean train compartments and stations. The robot, developed by MTR and Avalon Biomedical sprays atomised hydrogen peroxide which penetrates small gaps that normal cleaning methods cannot reach. The robot can be operated remotely through a pre-programmed floor plan or it can be operated manually. East Japan Railway has used cleaning robots at major stations for some time. Pittsburgh (US), Hong Kong, Singapore, Heathrow (UK) and Narita International (Japan) are among the airports using cleaning robots. Pittsburgh airport has retro-fitted its existing floor-cleaning robots with UV fixtures, collaborating with Carnegie Robotics.
A number of hotel chains including Hilton, Intercontinental, Marriot and Waldorf Astoria are using robots for room cleaning and / or to make room service deliveries. Most hotels use robots to disinfect rooms using UV light following the regular clean by staff. Robot butlers feature a mobile robot base with a secure storage box. The ordered items are loaded into the storage box and the robot is then dispatched. These robots are able to navigate their way autonomously through the hotel – including using lifts - using an inbuilt map and real-time sensor data. Guests enter a PIN on the storage box to access their items. A number of hotels in Tokyo, Japan, used to house mildly ill coronavirus patients in an effort to unburden Tokyo hospitals, have used robots to greet guests and clean areas used by guests to pick up food and other necessities.

ADLATUS CR700 is an autonomous professional cleaning robot. It addresses logistic centers, supermarkets, public transport and industrial surfaces © ADLATUS robotics GmbH
A number of food retailers and mall operators are trialling or using cleaning robots. Amazon has tested a UV robot in its Whole Foods Markets, for example, while various shopping malls in Singapore use PBA Group’s ‘Sunburst UV Robot’ (which is also deployed in hospitals in Malaysia and Singapore).
Video Examples on YouTube
Hundreds more respiratory protection masks every day thanks to ABB robot
How Connected Robots are Transforming Manufacturing
Jan 14, 2021 — Production is faster – while the quality has increased. With a new ABB robot, Tiki Safety is equipped to meet a record demand for respiratory protection.The challenge
The company needed to quickly boost production of its protective respiratory face masks to meet a sudden rush of demand from Sweden and the rest of the world.
The solution
Tiki Safety installed an ABB IRB 2600 compact robot that places and picks masks in and out of a machine that molds a sealing rubber strip around the respirator. Automation with the highly reliable IRB 2600 robot has made production at Tiki Safety ten times faster, improved the quality of the life-saving masks and created a better environment for employees who are excited to work with the robot.
The application
Pick and place masks between two sections of a production line.
There are busy days at Tiki Safety in Bro outside Stockholm. Demand for the company’s respiratory protection has grown exponentially both in Sweden and globally. In order to meet the high demand, production was streamlined, and the solution became an ABB robot.
“Thanks to the ABB-robot, we now have a cycle time that is ten times as fast. This enables us to meet our orders and help hospitals in Sweden and around the world to get products as quickly as possible, says Mikael Klockseth, CEO tiki safety.
Tiki is one of the most advanced and at the same time most easy to use respirators on the market, a unique overpressure mask with a small fan at the top. But even though the respirator is world class, the machinery of manufacturing did not keep as high a standard. In order to manage Tiki Safety to increase their production rate, 3Button Group together with ABB developed a tailor-made solution: a new production cell where an ABB robot, IRB 2600, picks masks in and out of a machine that mold the sealing rubber strip that is placed around the respirator.

“Thanks to cooperation with 3Button Group and ABB, we got a turnkey solution in record time. It works great. Already the day after commissioning, we were up and running and making masks at a rate quite different from the one we had in the past, says Mikael Klockseth.
RobotStudio – an enabler (for development)
The phase of production that had been modernised took six minutes earlier. Now it doesn’t take more than 40 seconds. And faster it will be. “In a week or so, we hope to be down to 20 seconds. It’s just amazing! In addition, no special competence is required to work with the new line, and less needlework than before provides better quality of the product, says Mikael Klockseth.
RobotStudio has been an important key to the fast and successful robot delivery. ABB:s programming- and robot simulation software can create, simulate and test a complete robot installation in a virtual 3D environment. When tool design and programming of Tiki Safety’s new robot cell was added to RobotStudio, everyone could quickly see new opportunities and make decisions.
“In RobotStudio we immediately saw that there was more time for the robot to do other things in the cell. Therefore, we will introduce our test station in the same cell, so that the robot tests the masks while it manufactures and molds the plastic parts. It saves us an enormous amount of time if we don’t have to test manually, says Mikael Klockseth.
Improved working environment
Increased production capacity, higher quality and more parts in the same cell. The replacement of old messy machines with a modern robot brings many advantages. It has also been a boost for the working environment at Tiki Safety.
“The ABB robot has solved much of the machine trouble we had before. Thanks to the robot, production works without problems, and the staff is much better able to manufacture the product now. They think it’s fun to work with new, cool machines!
Tiki Safety is very pleased with the new ABB robot. Now the company is better equipped to meet the high demand for respiratory protection, and according to Mikael Klockseth, the next step is already being thought about.
“Since the technology has proven to work so well, we have talked about buying another ABB robot. Then we could double production.”
Hitachi Powdered Metals embraces robotic automation, boosting production 400% in a tight labor market
How Connected Robots are Transforming Manufacturing
Jan 04, 2021 — HPM began a gradual investment in industrial robots in 2005, driven by the emergence of a tightening labor market and the opportunity to produce an extremely fragile product
Robotic press tending reduced the scrap at HPM rate from 11 to 0.5 percent for an especially fragile part © Hitachi Powdered Metals factory
The challenge
Back in 2005 Hitachi Powdered Metals faced two challenges at the same time. First a labor availability issue. It was very difficult to hire and retain skilled employees. And secondly, the customer demand to produce extremely small and fragile parts which were barely handable by hand.
The solution
The solution to solve both issues at the same time was robot automation. HPM started with a pre-used robot to get familiar with robots and gain experience. Fast forward to today, over 200 robots working at HPM’s Greensburg plant.
The application
HPM started with a handling application to tend the fragile parts. With its electric magnetic gripper the robot was able to handle the parts more gentle than the most cautious employee, reducing the scrap rate of the new product from 11% to 0.5%.
Powdered Metallurgy (PM) or sintering is the process of compacting custom blends of elemental or alloy powders in prefabricated dies to efficiently make machine parts of varying complexity. Once compacted, the shapes are heated in a controlled atmosphere furnace to bond the particles and harden the parts.
Also known as green compacting, the process yields near-net components that typically use more than 97% of the initial raw material in the finished part. Custom powder alloy mixtures provide the ability to produce complex, even intricate parts that meet the strength and tolerance specifications required for highly demanding applications.
The Hitachi Powdered Metals (HPM) plant in Greensburg, Indiana is one of nine such Hitachi facilities worldwide. It specializes in producing valve train and transmission components for automotive tier suppliers in the United States, with a growing presence serving motorcycle and landscape equipment manufacturers.
The initial motivation
HPM began a gradual investment in industrial robots in 2005, driven by the emergence of a tightening labor market and the opportunity to produce an extremely fragile product.
“We started with robots because we had a part to make for a customer that had small, very fragile teeth that couldn’t be handled manually, and at that point all of our compacting presses were tended by hand,” said Gregory Owens, president of the HPM Greensburg plant. “Reducing labor costs was also a factor, but shortly after the first installation a major automotive OEM opened a manufacturing facility in town, and our labor cost issue transitioned to a labor availability issue, as it became extremely difficult to hire and retain employees.”
In an effort to keep costs down and to minimize any exposure during the initial trial period, HPM purchased a used, vintage 1993, ABB S3 robot from CIM SYSYEMS INC. in nearby Noblesville, Indiana. James Adams, who had joined HPM several years earlier as a manufacturing development engineer, was familiar with CIM, the longest-tenured ABB Robotics Value Provider (i.e. system integrator) in the US, from his work with robots at his previous employer.
“CIM had a used robot that would allow us to ease our way into robotic automation, limiting our initial exposure just in case it didn’t perform as intended,” said Adams. “They also provided us some much-needed support with programming and integrating the system into the existing operation.”
Reduced scrap, more efficient labor allocation
When the powdered metal parts come out of the press, before they are hardened in the oven, they can easily crumble with even the lightest touch. With the newly installed robot, featuring an electric magnetic gripper to handle the part, the scrap rate of the new product went from 11% while manually tended to 0.5%.
“When the parts were manually being pulled out of the press there was considerable handling damage. The part could be imperceptibly deformed, but you wouldn’t know it until it came out of the oven five hours later. Properly programmed and outfitted, robots are much more gentile at handling the parts,” said Adams.
The new system allowed HPM to move several of the manual machine handlers to less mundane positions in the plant, reducing the stress of a repetitive task and reallocating the labor in a more efficient manner.
Production increases 400%
Over the next year HPM added five more used S3 robots, applying what they learned from the initial system to automate other compact presses. After 18 months HPM had saved enough on scrap and labor to invest in its first new robot.
Fast forward to 2019. Now with over 200 robots installed, the Greensburg facility has the same amount of employees as it did ten years ago, but produces four-times the volume, easily delivering more parts with less people than any of the global Hitachi PM plants.
“Once the first robot was installed for the fragile part, it became very obvious that we can really take advantage of further robot automaton,” said Owens. “Robots far exceeded our initial expectations, and with the labor shortages we continue to face, quite frankly I believe robots saved us from potentially not existing.”
With the success of the first robot, the pace of subsequent installations was steady. It took ten years to reach 100 installed robots, and then as business and the economy continued to improve, only four more years to reach the recently installed 200th robot.
When the opportunities arose, HPM continued to buy used ABB robots in good condition, though more and more new robots were added to the fleet. In fact, every robot added since #147 in 2015 has been new.
HPM’s installation base includes a range of ABB small- and mid-range 6-axis robots, one Delta robot and several recently added SCARA models. Together with 350 employees the automation investment is well utilized, running three shifts five to six days a week.
“Our corporate headquarters is in Japan,” said Adams. “Once they saw how the robots performed and the rapid return-on-investment, they were very supportive of our robotic agenda.”
Some of the robots, both new and used, are ABB Foundry Prime, IP67-rated models which have extremely well-sealed connections that protect the robots’ inner workings from the fine, sharp edged metal powders that float through the plant atmosphere. The many standard, IP65-rated robot models on HPM’s floor are very robust and have been able to withstand the dusty environment.
Continued expansion
The proliferation of robots at HPM was supported by replicating existing applications and expanding automation to other functions in the facility.

After the installation of the first robot tending the compact press for the most fragile product, Adams and his team sequentially automated the removal of the compacts from other presses. Part of this process was to place each part on a scale to verify its integrity. Once verified, the part was placed on a conveyor leading to the furnace.
Additional labor efficiencies resulted, and with the deft touch of the robot, the scrap rate of the less fragile parts went from 7% to the same 0.5% of the initial part.
At the end of the conveyor the parts are put on sintering trays that, when filled, are placed in furnaces for the hardening process. This furnace-loading process became the second major function to be automated.
Continuing at a measured pace, robots were then installed to take the parts off the trays and place them on pallets, while also inserting dividers between each pallet layer.
“As we got more familiar with robots, we took what we learned and duplicated applications around the facility,” said Adams. “Programming became much easier, and on the last day of line installation we would tweak existing programs, copy and paste and we were up and running in a couple of hours.”
RobotStudio
RobotStudio®, ABB’s offline simulation and programming software, became a valuable tool in expediting HPM’s increasing adoption of robotic technology. Built on the ABB VirtualController, an exact copy of the real software that runs robots in production, RobotStudio allows very realistic simulations to be performed, using real robot programs and configuration files identical to those used on the shop floor. With RobotStudio, Adams was able to design the optimal cell layout and verify its performance before integrating the robots in a particular operation.
“It is the best software ever developed,” said Adams. “It saves time and money both in creating systems for new applications and in replicating those we had already installed in other areas of the plant.”
Introduction of vision
The relative simplicity of replication exists only after a certain application has been installed and refined on the plant floor. New applications are often more challenging. After eighteen months and the successful integration of six press-tending robots, HPM had the confidence to engage vision-enabled technology, in its infancy at the time (2006), to robotically automate the complex “coining” or “repress” operation.
After parts come out of the furnace they can often warp, which requires them to be put in a press that coins them back to being straight or flat. Many parts have keyways or teeth that need to be placed in the mold with all aspects precisely lining up. Before the arrival of the robots, the parts being coined were handled by a hard automation system that, with many different product variations, required frequent, time-consuming changeovers. The changeovers were so long that backups of 250 product lots, each with approximately 100 parts were common.
With the vision-enabled robot there is no downtime. The robot is able to identify the part from group of many different parts, pick it up, radially orient it and accurately position it in the repress.
Because the vision system needed to interface with the latest robot technology, this was the first new ABB robot installed at the Greensburg facility. Soon after it was up and running, two more new robots were purchased for the same application.
“Prior to the installation of the coining station robot, the repress staff was working every day,” said Adams. “In six months after the first vision robot was installed there were no more backups and the staff had their weekends off!”
Further vision
HPM used vision again down the road in the last of the major processes to be automated, the depalletizing of parts that had been sent out for specialized heat treatment. Though the parts are sent out neatly positioned on tiered layers on a pallet, they come back in relative disarray and are difficult to unstack. An ABB robot with integrated vision is able find the parts and grip them securely so they can be safely depalletized.
“That is one of the unique capabilities of ABB robots,” said Dave Fox, president of CIM SYSTEMS, who helped integrate the various vision systems. “The parts are really disoriented on the skids, not in uniform rows, with some being upside down. A typical 6-axis robot would have all sorts of singularity issues, getting into a position where it can no longer move. But the ABB robot using advanced singularity avoidance is able to find the parts, grab them and place them safely on a conveyor without missing a beat.”
SCARA robots for quality inspection
Not surprisingly, a recent search for a more efficient system to inspect valve guides led back to robots, in this case a group of ABB SCARA (Selective Compliance Assembly Robot Arm) models, which are typically used for small part assembly and material handling.
HPM protocol calls for 100% inspection of all valve guides, which is quite an undertaking given the variety of parts that must be tested: 30 different size variations and 16 detect points for each part. With the prevailing hard automation testing system unable to sufficiently keep up with the volume, Adams began to search for a better system.
After looking at various options, all of which had too many moving parts and required complex engineering, Fox suggested designing a system around the SCARA robots, which ABB added to its portfolio in 2016. They were certainly fast enough, with great repeatability, and had a small footprint and an unhindered form of mounting that fit within a confined space.
A relatively simple system was designed with three SCARA robots picking individual valve guides from a hopper conveyor and presenting them to vision cameras and a stationary “comparator” at the various angles needed to access the 16 detect points. The parts that passed were placed on one conveyor and those that didn’t were placed in reject bins.
With the flexibility to dexterously handle each different part variation with similar ease, the system is able to inspect a part every two seconds, 30% faster than the previous method. Since the movements are confined to a short distance and the parts are very light, a six-axis robot would not work as effectively as the sleek, limited-reach SCARA.
“The SCARAs are a great addition to the ABB portfolio. If not for that solution Hitachi probably would have had to pursue another technology for part inspection,” said Fox. “It was nice to be able to find another application for robots, even though that wasn’t the first option that came to mind.”
CIM SYSTEMS
One constant that has been on the scene, either in the foreground or the background, from the first robot installed at HPM to the present day is CIM SYSTEMS. Always available when needed, CIM has set-up HPM with new and used robots, helped program and troubleshoot, but perhaps most importantly, taught the HPM staff to do many things themselves.
When HPM integrated robots into a new application, with vision or otherwise, CIM did the set-up and programming, always mindful to share their expertise, including use of RobotStudio. During the occasional lull in HPM’s robot acquisition timeline, CIM was available to update programs, find elusive spare parts for older models or offer advice on working with robots across a range of vintages.
“As we hit each of the different processes we had CIM do the initial integration and programming. Once we began replicating processes across the plant we had learned enough to do a lot ourselves,” said Adams. “Because of his close relationship with ABB, Dave Fox always knows when new technology is coming down the pike and which robots would be optimal for our various applications. The support we got from CIM SYSTEMS and the service from ABB was an ideal combination.”
With such a long-standing relationship, it’s no surprise that when the first robot rolled off the line at ABB’s United States manufacturing facility in Auburn Hills, MI in 2017, it was commissioned by CIM at HPM. The one-of-a-kind IRB 2400 robot was custom-painted red, white and blue at the factory, and is positioned prominently at HPM’s facility, performing inspection and palletizing tasks.
“We are excited we were able to procure the first American-made robot for HPM,” stated Fox. “It is especially significant because the Indiana plant has the most flexible automaton of HPM’s many global facilities.”
Support of other HPM facilities
HPM’s corporate management in Japan took notice of the major productivity improvements the Greensburg team achieved with robots, and in 2017 assigned Adams and Owens to lead a “Global Robotics” initiative to support the other Hitachi powdered metal plants around the world expand their use of robots.
The two-year program is past the midpoint and the affiliate companies are beginning to realize significant productivity improvements, even with the lower labor costs in the other countries.
ABB Ability™
Adams has set up ABB’s Remote Monitoring function at HPM so he or members of his team can see how robots are operating, and troubleshoot most issues from anywhere outside the factory on a laptop, tablet or smartphone. With the newer robots, HPM hopes to take advantage of ABB Ability Connected Services, ABB’s unified, cross-industry, digital offering, which provides real-time data about robot status and performance from any location.
Future plans
HPM’s ongoing mission includes improving their operations with robotic automation.
“We expect to grow at 10% per year for the foreseeable future, and we must do whatever we can to remain competitive,” said Owens. “We are looking at what transmission parts we will be able to make for electric vehicles, and have set our sights on penetrating non-automotive segments like heavy equipment where powdered metal may be able to replace parts made of other materials at a lower cost.”
“I certainly anticipate the pace of robot installations to remain steady or even increase.”
IFR Secretariat
The General Secretariat is responsible for the daily management of IFR and the coordination of all major activities, events and collaboration. The General Secretariat handles all questions regarding IFR membership.

Dr. Susanne Bieller
IFR General Secretary
Phone: +49 69-6603-1502
E-Mail: secretariat(at)ifr.org

Silke Lampe
Communication Manager
Phone: +49 69-6603-1697
E-Mail: secretariat(at)ifr.org
Credits · Legal Disclaimer · Privacy Policy ·World Robotics Terms of Usage · © IFR 2026